1 - Quais são os conceitos fundamentais de análises de partículas ?
As partículas são pequenas substâncias particuladas com um certo tamanho e forma, incluindo partículas sólidas, gotículas líquidas e bolhas de gás. Entre elas, os pós são compostos de partículas sólidas, enquanto a névoa no ar e as gotas de óleo na água podem ser consideradas como partículas líquidas. As bolhas no líquido são partículas formadas por ar ou gás, embora as partículas pareçam pequenas por observação, cada uma delas contém uma enorme quantidade de moléculas e átomos. Os tamanhos das partículas são geralmente definidos na faixa de 1 nm - 1 mm
2 – Quais são as classificações baseadas nos tamanhos das partículas ?
Existem muitas maneiras de classificar as partículas. Com base no tamanho das partículas, as partículas podem ser classificadas em: 1 - nanopartículas (1-100 nm), 2- partículas sub-micrométricas (0,1-1 µm), 3 - micropartículas (1-100 µm) 4 - partículas grossas (100 –1000 µm). A faixa de tamanho para as partículas abaixo pode variar em diferentes campos, de pesquisas a indústrias.3 - O que é tamanho de partícula, pó e distribuição de tamanho da partícula?
O tamanho da partícula indica quão pequena (ou grande) é uma partícula. A unidade é geralmente μm ou nm. Às vezes, mm é usado como a unidade para certos campos onde as partículas são relativamente grandes. O diâmetro é geralmente usado para descrever o tamanho das partículas. O pó é uma pilha de partículas sólidas que são as unidades de pós. A distribuição do tamanho de partícula é caracterizada como uma porcentagem do número de partículas em uma faixa de tamanho específico em comparação com o número total de partículas. A distribuição do tamanho das partículas pode ser expressa de várias maneiras com base em diferentes critérios, incluindo número, diâmetro, área, volume e massa. A distribuição do tamanho de partícula com base no volume é a mais usada.
4 - Quais são os métodos para apresentar a distribuição de tamanho de partículas
(1) Tabelas: A faixa de tamanho e a porcentagem correspondente de distribuição de tamanho de partícula são dadas em uma tabela. A porcentagem pode ser fornecida como valores de intervalo ou valores cumulativos. Tabelas são o método mais utilizado para mostrar distribuições de tamanho de partículas. (2) Gráficos: Diferentes tipos de gráficos, incluindo histograma, perfil de frequência e perfil cumulativo, também são amplamente usados para mostrar as distribuições de tamanho de partícula. (3) Funções: Funções matemáticas podem ser usadas para expressar distribuições de tamanho de partícula. Funções comumente usadas incluem distribuição normal, distribuição normal logarítmica e funções de distribuição R-R.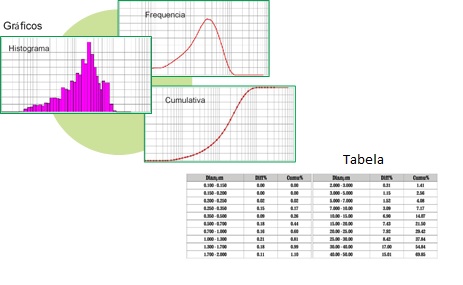
5 - Qual a importância da medida do tamanho das partículas ?
O tamanho das partículas é a principal característica dos materiais em pó e está associada a reações de cimento na água, ligando força e cobertura de revestimentos, capacidade de baterias de lítio, taxa de decomposição de produtos farmacêuticos, eficiência de filtragem dos filtros, permeabilidade magnética, coercividade de materiais magnéticos, eficiência e residual de pesticidas, atmosfera e poluição ambiental, etc. A medição do tamanho de partícula é uma parte básica e importante na produção, aplicação e investigação de materiais em pó.
6 - O que é diâmetro equivalente de uma partículas?
Diâmetro equivalente da partícula: quando uma partícula exibe propriedades físicas iguais ou semelhantes, como volume, peso ou velocidade de sedimentação como uma partícula esférica do mesmo material, o diâmetro da partícula esférica pode ser usado para representar o tamanho da partícula. Existem diferentes tipos de diâmetros de partículas equivalentes: (1) o diâmetro do volume: O diâmetro de uma partícula esférica que tenha o mesmo volume da partícula medida da mesma substância. O diâmetro do volume pode ser obtido por um método de espalhamento a laser. (2) o diâmetro de sedimentação: o diâmetro de uma partícula esférica que mostra a mesma velocidade de sedimentação que a partícula medida da mesma substância. O diâmetro de sedimentação pode ser medido por sedimentação por gravidade ou por métodos de sedimentação centrífuga. Também é conhecido como diâmetro de Stokes. (3) o diâmetro da resistência: o diâmetro de uma partícula esférica que tem a mesma resistência que a partícula medida da mesma substância. Pode ser medido pelo método Coulter. (4) o diâmetro da área de projeção: o diâmetro de uma partícula esférica que dá a mesma área de projeção que a partícula medida da mesma substância. Este tipo de diâmetro pode ser obtido por imagem microscópica.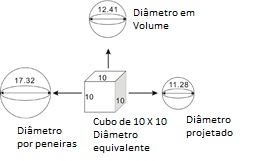
7 - Porque usamos o diâmetro equivalente das partículas ?
Como sabemos, o diâmetro só pode ser usado para descrever simples e diretamente o tamanho de um círculo ou esfera. Podemos usar o diâmetro para descrever o tamanho de uma partícula? A resposta é não. Isto é porque na vida real a maioria das partículas (particularmente partículas sólidas) não são esféricas. Portanto, o diâmetro não pode ser usado diretamente para descrever o tamanho dessas partículas. Assim, o conceito de diâmetro de partícula equivalente é introduzido para descrever simplesmente o tamanho de partículas não esféricas. No diagrama abaixo, D é o diâmetro de partícula equivalente.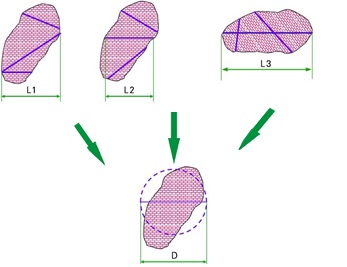
8. Qual o papel e o significado do D50 ?
D50 é o tamanho de partícula correspondente quando a porcentagem acumulada chega a 50%. D50 é também chamado de diâmetro mediano de partícula ou tamanho médio de partícula. Por exemplo, para uma amostra de pó com D50 = 5 μm, significa que há 50% de partículas maiores que 5 μm e 50% de partículas menores que 5 μm. D50 é uma característica típica usada para representar o tamanho médio de partícula na produção e aplicação de materiais em pó.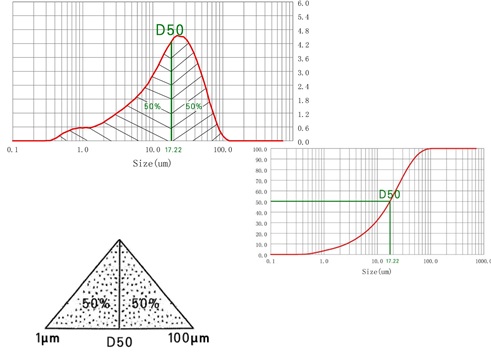
9. Qual o papel e o significado do D97 ?
D97 é o tamanho de partícula correspondente quando a percentagem cumulativa atinge 97%, isto é, 97% das partículas menores que D97 e 3% de as partículas maiores que D97. D97 é geralmente usado para mostrar o tamanho de partículas grossas na produção e aplicação de materiais em pó. D95 ou D98 é às vezes usado em outras aplicações para indicar o tamanho de partículas grossas.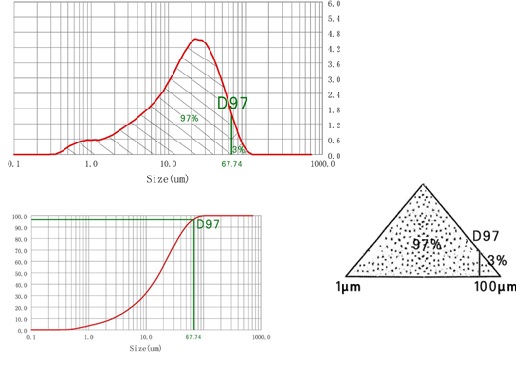
10. Qual a definição de D [4,3] e D [3,2] ?
Ambos D [4,3] e D [3,2] representam tamanho médio das partículas baseado no volume. O nome completo de D [4,3] é “tamanho médio baseado em massa e volume”, abreviado como “tamanho médio do volume”. É calculado multiplicando o tamanho médio de partícula e a percentagem de distribuição correspondente numa pequena zona e depois adicionando-os, isto é, D [4,3] = (f1.D1 + f2.D2 + f3.D3 +…). D [3,2] é “tamanho médio baseado no volume e na área ”, abreviado como“ tamanho médio da área ”. É calculado dividindo a percentagem de distribuição numa pequena zona com o tamanho médio de partícula correspondente e depois somando, isto é, D [3,2] = 100 ÷ (f1 ÷ D1 + f2 ÷ D2 + f3 ÷ D3 +… _. Onde Di é o tamanho médio de partícula para a zona i e fi é a porcentagem de distribuição na zona i.11. Quais os tipos de tamanhos médios baseados nas aplicações ?
Muitos métodos podem ser usados para calcular o tamanho médio das partículas para caracterizar o tamanho médio de uma amostra. No entanto, qual método é melhor para obter o tamanho médio adequado para determinadas aplicações? Por exemplo, para duas esferas com diâmetros de 1 e 10, se você estiver interessado apenas no número, o tamanho médio pode ser calculado com base nos diâmetros. O resultado é D [1,0] = (1 + 10) / 2 = 5,5. No entanto, se você estiver interessado no volume, que é uma função do diâmetro do cubo (d3), assumindo que o volume da esfera com diâmetro de 1 é 1, o volume da esfera com diâmetro de 10 será 1000. Isso é para digamos, a grande esfera ocupa 99,9% do volume total. Nesse caso, D [4,3] é melhor para descrever o tamanho médio do volume da partícula: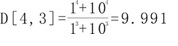 D [4,3] pode representar o volume do sistema mais correto. Isso é muito importante para produções industriais. No entanto, para uma sala limpa usada para circuitos integrados de larga escala, o número de partículas é o mais importante. Se uma partícula se sedimentar em um wafer de silício, uma falha é gerada e todo o produto será abandonado. Nessa situação, uma técnica de contagem de partículas que pode medir o número de partículas deve ser usada para medir o tamanho das partículas, com o tamanho médio expresso em D[1,0], porque o tamanho de uma partícula não é um parâmetro importante. Portanto, determinar qual tipo de tamanho médio de partícula é mais adequado para seu uso é baseado em suas necessidades reais.
D [4,3] pode representar o volume do sistema mais correto. Isso é muito importante para produções industriais. No entanto, para uma sala limpa usada para circuitos integrados de larga escala, o número de partículas é o mais importante. Se uma partícula se sedimentar em um wafer de silício, uma falha é gerada e todo o produto será abandonado. Nessa situação, uma técnica de contagem de partículas que pode medir o número de partículas deve ser usada para medir o tamanho das partículas, com o tamanho médio expresso em D[1,0], porque o tamanho de uma partícula não é um parâmetro importante. Portanto, determinar qual tipo de tamanho médio de partícula é mais adequado para seu uso é baseado em suas necessidades reais. 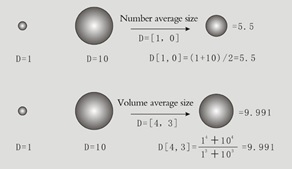
12. Quais os tipos de distribuições de tamanhos de partículas ?
A medição do tamanho das partículas pode ser realizada com base em diferentes parâmetros, incluindo número, comprimento, área, volume e massa. As distribuições de tamanho das partículas de diferentes critérios podem variar consideravelmente. Com base em artigos publicados em << New Scientist >> em 13 de outubro de 1991, os cientistas traçaram objetos feitos pelo homem no espaço que se moviam ao redor da Terra e os categorizavam em vários grupos (veja a tabela abaixo) . A terceira coluna mostra a porcentagem com base no número, indicando que a maior porcentagem é para partículas pequenas com base nesse método de cálculo, com 99,3% para partículas de 0,1-1 cm. Na quarta coluna com base na porcentagem de volume, no entanto, mostra que a maioria das partículas são partículas grandes com base nesse método de cálculo. Outra conclusão pode ser feita, ou seja, quase todos os objetos (99,96%) estão no intervalo de tamanho de 10 cm ~ 1000 cm. Portanto, fica claro que existe uma grande diferença entre a distribuição do tamanho do número e a distribuição do tamanho do volume. Ao calcular o tamanho médio, notamos que o diâmetro médio do número é de 1,6 cm, enquanto o diâmetro médio do volume é de cerca de 50 cm. Portanto, há uma enorme diferença entre tamanhos médios calculados a partir de diferentes métodos. Eles estão todos corretos, mas representam características diferentes de amostras de pó de diferentes aspectos.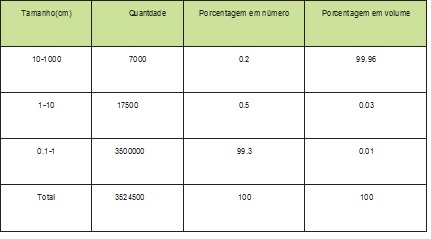
13 . Quais os métodos usuais para medidas do tamanho das partículas ?
Alguns métodos são usualmente usados para medir o tamanho das partículas. Esses métodos incluem dispersão de laser (mm, μm, nm), dispersão de luz dinâmica (nm), imagem microscópica dinâmica e estática (μm, tamanho e morfologia), sedimentação por gravidade ou centrifugação (μm, nm), método Coulter (resistência) (μm),microscopia eletrônica (μm, nm), ultra-som (μm), método de permeação de gás (tamanho médio, μm) e método de peneiramento (> 38 μm). As técnicas mais utilizadas são a dispersão a laser, a dispersão dinâmica de luz e métodos de imagem microscópicos.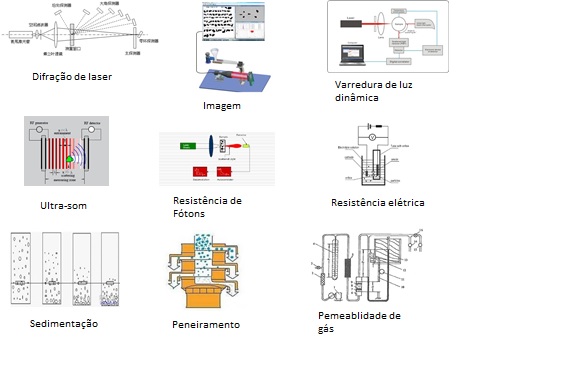
14. Quais as vantagens e desvantagens dos métodos de dimensionamento de partículas ?
(1) Dispersão do laser: Vantagens: operação simples, medição rápida, ampla faixa de medição, boa repetibilidade e precisão, podem ser usadas para medição on-line e medição de método a seco; Desvantagens: Em óptica antiga, há baixa resolução. (2) Imagem dinâmica: Vantagens: operação simples, imagem e análise rápidas, boa repetibilidade e precisão, podem ser usadas para medir partículas maiores, análise morfológica para circularidade e relação comprimento-diâmetro. Desvantagens: não pode ser usado para medir partículas finas (por exemplo, <2 μm) (3) Imagem estática: Vantagens: baixo custo, imagem clara, análise morfológica para circularidade e relação comprimento-diâmetro; Desvantagens: operação complicada, análise lenta, não pode ser usada para medir partículas finas (por exemplo, <2 μm). (4) Microscopia eletrônica: Vantagens: análise precisa do tamanho e morfologia das nanopartículas e partículas ultrafinas, imagem clara com textura superficial visível, alta resolução, uma técnica padrão para caracterizar o tamanho das nanopartículas; Desvantagens: Má representação para toda a amostra, instrumento muito caro. (5) Método de foto-resistência: Vantagens: medição rápida, medição de partículas de baixa concentração em líquido ou gás, alta resolução, apenas pequena quantidade de amostra necessária; Desvantagens: sistema de entrada de amostra complicado, não adequado para partículas <1 μm. (6) Método de resistência elétrica: Vantagens: conceito claro para o diâmetro equivalente, análise rápida, boa precisão; Desvantagens: não é adequado para partículas ultrafinas e amostras com ampla distribuição de tamanho de partícula, difícil de alterar a abertura e manter o instrumento. (7) Sedimentação: Vantagens: execução contínua de instrumentos e baixo custo. Desvantagens: tempo de medição muito longo, perca de dados de aquisição para faixas maiores, operação complicada. (8) Peneiramento: Vantagens: simples, direto, geralmente utilizado para partículas> 38 μm (malha 400); Desvantagens: não pode ser usado para partículas ultrafinas, Os resultados são claramente afetados em grande parte por: operador (erro humano), mudança de poros das peneiras, posição da partícula com relação a abertura da malha e falta de registro de dadoss para gestão de qualidade ISO. (9) Dispersão de luz dinâmica: Vantagens: medição de partículas com uma ampla gama de tamanhos (nm a sub-micron), análise rápida, boa repetibilidade, operação simples. Desvantagens: erro relativamente grande ao medir partículas com distribuições de tamanho amplo. (10) Ultrassom: Vantagens: medir polpas concentradas diretamente no local, sem necessidade de diluir as amostras. Desvantagens: baixa resolução, baixa precisão e repetibilidade, consideravelmente afetadas por fatores ambientais.15. Qual o papel da distribuição de frequências e distribuição cumulativa ?
A distribuição de frequência também é denominada como distribuição de zona ou distribuição diferencial. Indica a percentagem do número de partículas entre dois tamanhos em comparação com o número total de partículas. Distribuição cumulativa também é chamada como distribuição de integração. Descreve a porcentagem das partículas menores (ou maiores) de um determinado tamanho comparado ao número total das partículas. A distribuição cumulativa é obtida pela soma das distribuições de frequência.
16. Qual o cálculo da repetibilidade e erros ?
Repetibilidade é o erro entre os resultados obtidos a partir de múltiplas medições da mesma amostra nas mesmas condições. As condições para testes de repetibilidade incluem o mesmo processo de medição, o mesmo operador, os mesmos parâmetros, o mesmo local, o mesmo instrumento e várias medições em um curto período. A repetibilidade é o principal critério para avaliar a confiabilidade do instrumento e a estabilidade do método de medição. O erro de repetibilidade é calculado da seguinte forma: σ= É declarado na ISO13320 que os erros de repetibilidade permitidos para instrumentos de espalhamento a laser são D10 ≤ 5%, D90 ≤ 5%, D50 ≤ 3%.
Se as partículas forem menores que 10 μm, o permitido erros de repetibilidade podem ser duplicados.
É declarado na ISO13320 que os erros de repetibilidade permitidos para instrumentos de espalhamento a laser são D10 ≤ 5%, D90 ≤ 5%, D50 ≤ 3%.
Se as partículas forem menores que 10 μm, o permitido erros de repetibilidade podem ser duplicados.
17. Qual é a importância da repetibilidade?
A repetibilidade é uma evidência importante usada para avaliar o status atual do instrumento. A boa repetibilidade indica que todas as partes do instrumento, incluindo laser, detector, sistema de transmissão de sinal, sistema de controle, sistema de amostragem e software, são estáveis e normais e o ambiente de operação do instrumento é adequado. O instrumento pode ser usado com sucesso para medir o tamanho das partículas nas condições atuais de operação. Se a repetibilidade não for boa, isso sugere que há um problema (ou problemas) com o instrumento. Neste caso, as partes do instrumento, incluindo laser, detector, sistema de transmissão de sinal, sistema de controle, sistema de amostragem e software, e o ambiente de operação, incluindo tensão, exposição direta à luz do sol, vibração e interferência eletromagnética, deve ser examinado com cuidado. O instrumento só pode ser usado novamente até que as causas de repetibilidade ruim sejam encontradas e corrigidas.18. O que é reprodutibilidade? Qual é a diferença entre repetibilidade e reprodutibilidade?
 Reprodutibilidade é o desvio dos resultados obtidos quando a mesma amostra é medida continuamente por várias vezes com condições de medição alteradas. Para avaliar a reprodutibilidade, pelo menos um dos parâmetros abaixo deve ser variado:
(1) tempo de medição;
(2) nova amostra;
(3) operador diferente;
(4) instrumento diferente;
(5) lugar diferente.
O ponto comum entre repetibilidade e reprodutibilidade é avaliar a estabilidade e confiabilidade do instrumento e os métodos de medição através de múltiplas medições. A diferença é que as mesmas condições e até mesmo a mesma amostra no instrumento são utilizadas para testes de repetibilidade, visando principalmente avaliar a estabilidade atual do instrumento e do ambiente. Entretanto, para testes de reprodutibilidade, as condições de medição como tempo de medição, operador e amostragem devem ser variadas. É usado principalmente para avaliar a estabilidade a longo prazo do instrumento, a confiabilidade do método de amostragem e o efeito de diferentes operadores, e assim por diante. Em aplicações práticas, tanto a repetibilidade quanto a reprodutibilidade devem ser avaliadas regularmente, a fim de para garantir que o instrumento e o ambiente operem normalmente.
Reprodutibilidade é o desvio dos resultados obtidos quando a mesma amostra é medida continuamente por várias vezes com condições de medição alteradas. Para avaliar a reprodutibilidade, pelo menos um dos parâmetros abaixo deve ser variado:
(1) tempo de medição;
(2) nova amostra;
(3) operador diferente;
(4) instrumento diferente;
(5) lugar diferente.
O ponto comum entre repetibilidade e reprodutibilidade é avaliar a estabilidade e confiabilidade do instrumento e os métodos de medição através de múltiplas medições. A diferença é que as mesmas condições e até mesmo a mesma amostra no instrumento são utilizadas para testes de repetibilidade, visando principalmente avaliar a estabilidade atual do instrumento e do ambiente. Entretanto, para testes de reprodutibilidade, as condições de medição como tempo de medição, operador e amostragem devem ser variadas. É usado principalmente para avaliar a estabilidade a longo prazo do instrumento, a confiabilidade do método de amostragem e o efeito de diferentes operadores, e assim por diante. Em aplicações práticas, tanto a repetibilidade quanto a reprodutibilidade devem ser avaliadas regularmente, a fim de para garantir que o instrumento e o ambiente operem normalmente.
19. Qual a importância de avaliar a reprodutibilidade do instrumento ?
Para instrumentos de dimensionamento de partículas, a avaliação da reprodutibilidade é importante em vários aspectos como; (1) compreender a estabilidade a longo prazo do instrumento; (2) avaliar a estabilidade dos métodos de amostragem; (3) avaliar o grau de padronização dos procedimentos de operação; (4) avaliar a consistência dos parâmetros de configuração do instrumento; (5) avaliar os efeitos do ambiente no instrumento. Amostra padrão (ou materiais de referência) devem ser usadas para a avaliação da reprodutibilidade. Não importa qual amostra padrão é usada, no entanto, é importante garantir que a qualidade da amostra padrão seja estável. A reprodutibilidade é geralmente avaliada a cada três meses e o resultado é comparado com o resultado previamente avaliado. Se o erro de reprodutibilidade estiver dentro do intervalo requerido, isso sugere que não há mudanças com relação ao instrumento, amostragem, operação, parâmetros e ambiente, e os resultados dos testes são objetivos e válidos. Se este não for o caso, as causas devem ser encontradas e endereçadas.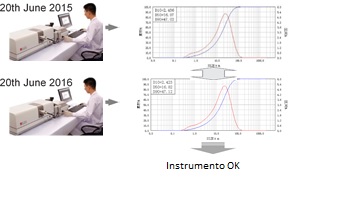
20. Quais os fatores que afetam a repetibilidade e a reprodutibilidade ?
(1) Qualidade do instrumento: se o laser, detector, sistema de transmissão de sinal, sistema de controle, sistema de amostragem e software funcionam normalmente. (2) Processo de operação: incluindo branco ( background ) , parâmetro de software, temperatura do meio, quantidade e tipo de agentes dispersantes, tempo de dispersão ultrassônica e limpeza e névoa da célula de amostragem. (3) Amostragem, incluindo a obtenção de amostras de fábrica e a concentração de amostras em laboratório. (4) Condições ambientais, incluindo tensão, temperatura, vibração, interferência eletromagnética e assim por diante. (5) Amostras: as propriedades como fragilidade, dissolução, agregação podem afetar a repetibilidade e a reprodutibilidade.
21. Quais são os desvios permitidos de repetibilidade e reprodutibilidade?
De acordo com o padrão internacional para espalhamento de laser ISO13320-2016, os erros (desvios) de repetibilidade e reprodutibilidade são avaliados pelos valores típicos D10, D50 e D90. Com base nesta norma, atende aos critérios se o desvio de D50 ≤ 3% e D10 & D90 ≤ 5%. O padrão também fornece as condições necessárias para avaliar a repetibilidade e reprodutibilidade: (1) A relação do maior diâmetro para o menor diâmetro na amostra ≤ 10: 1; (2) Pegue 5 amostras e meça 5 vezes; (3) Os desvios de repetibilidade e reprodutibilidade podem ser duplicados para a amostra com tamanhos de partículas <10 μm. Neste caso, é qualificado quando D50 é ≤ 6% e D10 e D90 são ≤ 10%.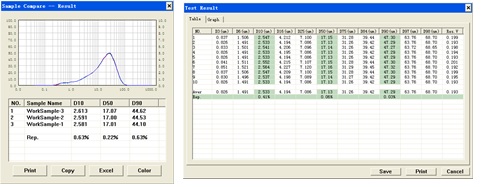
22. Qual a precisão e método de cálculo no dimensionamento de partículas?
De acordo com a norma internacional ISO 13320-2016 para dimensionamento de partículas por instrumento a laser, a precisão no dimensionamento de partículas é o erro entre o valor medido e o valor padrão para a amostra padrão. As seguintes regras se aplicam: (1) No intervalo de D10 - D30, o valor de distribuição acumulado comparado com o valor padrão da amostra padrão não é superior a 3%. (2) Na faixa de D30 a D7, o valor da distribuição cumulativa comparado ao valor padrão da amostra padrão não é maior que 2,5%. (3) No intervalo de D70 - D90, o valor da distribuição cumulativa em comparação com o valor padrão da amostra padrão não é superior a 4%.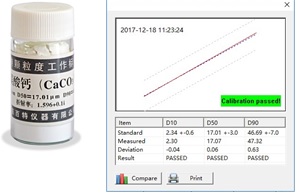
23. A relação entre malha e mícron (μm)?
Malha é a unidade para medir o tamanho dos furos de uma peneira, definida como o número de furos por polegada em uma peneira. Quanto maior o número da malha, menores os furos. Como os padrões em diferentes países são diferentes, a conversão de malha para mícron também é diferente. A tabela abaixo mostra a conversão de malha e micron (apenas para referência).
A tabela abaixo mostra a conversão de malha e micron (apenas para referência).
| Malha | μm | Malha | μm | Malha | μm | Malha | μm |
| 20 | 850 | 70 | 212 | 270 | 53 | 1000 | 13 |
| 25 | 710 | 80 | 180 | 325 | 45 | 1250 | 10 |
| 30 | 600 | 100 | 150 | 400 | 38 | 1670 | 8,5 |
| 35 | 500 | 120 | 125 | 450 | 32 | 2000 | 6,5 |
| 40 | 425 | 140 | 106 | 500 | 28 | 5000 | 2,5 |
| 45 | 355 | 170 | 90 | 600 | 23 | 8000 | 1,5 |
| 50 | 300 | 200 | 75 | 700 | 20 | 10000 | 1,3 |
| 60 | 250 | 230 | 63 | 800 | 18 | 12000 | 1,0 |
24. Densidade solta, densidade de compactação e taxa de compressão
Densidade solta: De acordo com o padrão, quando uma amostra de pó é preenchida em um recipiente, plana no topo, a razão entre a massa do pó e o volume do recipiente é definida como densidade solta. Indica a massa do pó que pode ser adicionado ao recipiente por volume sob condições normais. Densidade batida: De acordo com o padrão, quando uma amostra de pó é preenchida em um recipiente e o mesmo é vibrado em certa amplitude e frequência, esse processo pode ajudar a remover o ar entre os pós. Depois de atingir o tempo de vibração necessário, a amostra é achatada até a borda do vaso e a razão entre a massa do pó e o volume do recipiente é definida como densidade compactada. A densidade de compactação indica a massa de pós preenchidos no recipiente por volume após a exclusão do ar dos pós. Os dados de densidade solta e densidade de compactação são freqüentemente usados para o projeto de vasos, bolsas e tanques para armazenamento de pó. Taxa de compressão: é a relação entre a diferença entre a densidade batida e a densidade solta e mostra a grau da redução do volume da perda para a estado da batida.25. Ângulo de descanso, ângulo de colapso, diferença de ângulo e ângulo plano
Ângulo de repouso: Sob o estado de equilíbrio estático, o ângulo entre a inclinação de uma pilha de pó e a superfície plana é chamado de ângulo de repouso. O ângulo de descanso é medido quando os pós caem para uma superfície através da gravidade de uma determinada maneira e uma pilha em forma de cone é formada. Indica a fluidez dos pós. Quanto menor o ângulo de descanso, melhor a propriedade de fluxo dos pós. Ângulo de colapso: Depois de medir o ângulo de descanso, uma força externa é aplicada à pilha de pó, levando ao colapso da pilha. O ângulo entre a inclinação da pilha colapsada e a superfície plana é definido como ângulo de colapso. Diferença de ângulo: significa a diferença entre o ângulo de descanso e o ângulo de colapso. Quanto maior a diferença angular, melhor a propriedade de fluxo dos pós.26. Qual é a incerteza de uma amostra padrão?
A incerteza é definida como um parâmetro que está associado à medição dos resultados e caracteriza razoavelmente a distribuição dos resultados da medição. Com base na definição, incerteza está relacionado à medição de resultados e é usado para caracterizar o grau de distribuição dos resultados. Pode ser descrito usando um número ou quantidade e, portanto, é um conceito quantificador. Para uma amostra padrão, a incerteza consiste em três partes: a incerteza resultou da falta de homogeneidade do padrão, a incerteza da instabilidade do padrão e a incerteza durante o processo de medição da amostra padrão. A incerteza padrão combinada, dada como uc, pode ser obtida a partir do método da raiz quadrada e quadrada da incerteza e somando-se juntos. A incerteza padrão combinada pode ser multiplicada por um fator (chamado "fator inclusivo"), gerando uma incerteza estendida ou incerteza total, U. Ao mencionar a incerteza estendida, o fator inclusivo (k) deve ser dado. O valor k está associado à probabilidade e liberdade de posicionamento.
27. O que é circularidade?
Circularidade indica quão próxima uma projeção de partículas é de um círculo. A circularidade (e) pode ser calculada multiplicando a área de projeção (A) com 4π e é dividido com quadratura de circunferência (L), isto é, e = (A * 4π) / (L2). Indica uma esfera quando e = 1. Quanto menores os valores de e, maior a diferença entre a partícula e um círculo. Por exemplo, e é 1,0 para um círculo e é π / 4 (cerca de 0,79) para um quadrado. A circularidade é (π * √ 3/9, cerca de 0,60, para um triângulo regular.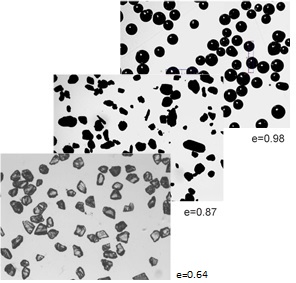
28. Qual a relação de aspecto ?
É a relação entre o diâmetro longo e a média dos diâmetros curtos.
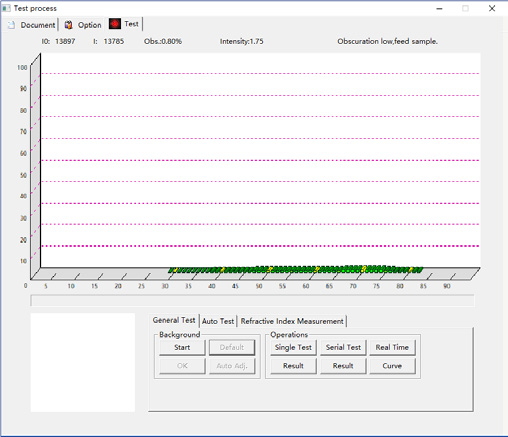
29. O que são sinais do branco ( background ) ?
Antecedentes são sinais formados no detector após o laser passar através de uma célula de amostra e do meio limpo. As principais causas dos sinais de fundo podem ser atribuídas à refração / reflexão do laser durante o percurso do laser através do ar, do meio e da célula da amostra, além da possível poluição da lente, do meio e do vidro da amostra. O propósito de medir o fundo é remover esses sinais fixos e não relacionados à amostra dos sinais da amostra durante as medições da amostra. Isso elimina o efeito dos fatores além da dispersão de amostra de luz nos resultados de medição. Garante a precisão e confiabilidade dos resultados de medição.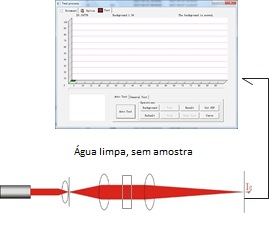
30. Quais são os fatores que afetam os sinais do branco ( brackground ) ?
Para ter um bom status de fundo, um analisador de tamanho de partículas a laser deve possuir os seguintes cinco pontos ao mesmo tempo: valor baixo (1-3), comprimento curto (dentro de 20 canais), formato inclinado (diminuindo gradualmente a partir da esquerda) (posicionado no lado esquerdo do eixo) e estabilidade. Os fatores que afetam o estado de segundo plano de um analisador de tamanho de partículas a laser incluem: (1) mau alinhamento; (2) partículas de poeira ou névoa na parede celular; (3) impureza no meio; (4) laser envelhecido. Além disso, várias coisas, como partículas de poeira no ar, lentes não limpas, também podem levar a um estado de fundo incomum. Se ocorrer um contexto incomum, deve-se verificar primeiro se a célula da amostra e a lente estão limpas, subsequentemente se há meio na célula da amostra e impureza no meio e se o alinhamento é bom. Se tudo isso for normal, o brilho do laser e a comunicação entre o instrumento e o computador devem ser verificados e descobrir se estão normais. O princípio de verificar e resolver os problemas deve ser da ordem de simples a complicado. Depois que as causas são identificadas, os problemas devem ser resolvidos imediatamente e garantir que o instrumento volte ao estado normal de trabalho. O instrumento pode então ser usado para medir o tamanho das partículas. Se as razões para um fundo incomum não puderem ser localizadas, é necessário entrar em contato com o fabricante para obter ajuda.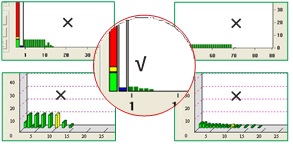
31. Como determinar rapidamente se um analisador de tamanho de partículas a laser funciona normalmente?
Do ponto de usar o instrumento, se um analisador de tamanho de partícula a laser funciona normalmente pode ser determinado rapidamente observando o status de fundo. Se o valor de plano de fundo> 4 ou as alturas de coluna no histograma não estiverem no mesmo nível, isso indica um alinhamento ruim. Isso significa redução do brilho do laser se o valor de background for <0.3. Quando o comprimento do histograma de fundo é superior a 20 canais, significa que a célula de amostra não está limpa ou nebulosa e um procedimento de limpeza ou tratamento é necessário. Se houver sinais de fundo no lado direito da coordenada, é necessário verificar se a célula de amostra e o meio estão limpos. Os padrões de fundo de diferentes fabricantes podem ser diferentes. No entanto, todos eles funcionam da mesma maneira, onde o fundo são os sinais recebidos pelos detectores em ângulos diferentes depois que o laser passa pelo meio contendo o recipiente da amostra. Os padrões de fundo indicam diretamente se um instrumento está funcionando normalmente. Portanto, através da observação do estado de fundo, um julgamento rápido pode ser feito se o instrumento funcionar normalmente. O valor de IO é ok, o fundo é ok.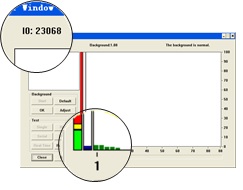
32. Qual a diferença entre o espalhamento de Mie e a difração de Fraunhofer?
A teoria de espalhamento de Mie é induzida a partir da teoria eletromagnética de Maxwell e descreve as soluções analíticas para o mecanismo de dispersão de luz de uma esfera. Esta teoria leva em conta as propriedades ópticas (índice de refração e coeficiente de absorção) da partícula e as propriedades ópticas o médio. Como resultado, pode dar origem a soluções analíticas precisas para amostras com diferentes propriedades ópticas, portanto, resultados mais precisos para dimensionamento de partículas. Esta teoria pode ser aplicada a partículas submicrométricas e grandes partículas com os diâmetros até mm. É a base teórica dos modernos instrumentos de dimensionamento de partículas a laser. Embora o cálculo na teoria de Mie seja complicado, essa barreira foi superada com o avanço das técnicas de computação. A teoria do espalhamento de Mie é agora adotada por quase todas as marcas de instrumentos de dimensionamento de partículas a laser. A difração de Fraunhofer é a teoria óptica usada pelos primeiros instrumentos de dimensionamento de partículas a laser. É uma versão simplificada da teoria de Mie. Não considera o índice de refração, a absortividade e a refletividade das partículas e do meio circundante; portanto, o cálculo é simples e essa teoria é adotada pelos primeiros analisadores de tamanho de partículas a laser. Esta teoria pode descrever com precisão os resultados de difração para partículas> 25 μm (40 vezes de comprimento de onda do laser). No entanto, os erros são grandes para partículas <25 μm e quanto menores as partículas, maiores são os erros. A fim de comparar os dados com os obtidos nos instrumentos iniciais, a maioria dos atuais analisadores de tamanho de partículas a laser ainda mantém a difração de Fraunhofer como uma opção.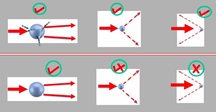
33. Quais as vantagens e desvantagens dos lasers de semicondutores ?
Lasers semicondutores, também chamados de diodos emissores de laser (LED), são um dos mais recentes desenvolvimentos em física de semicondutores na década de 1980. As vantagens destes diodos são pequenos em tamanho, leves, e altamente confiáveis com longa vida útil e baixo consumo de energia. Além disso, os lasers semicondutores adotam corrente constante de baixa tensão, dando origem a operação segura, baixa taxa de falha para fontes elétricas e baixo custo de manutenção. Atualmente, os lasers semicondutores estão entre os lasers mais usados. Outros tipos de lasers em algumas aplicações importantes foram gradualmente substituídos por lasers semicondutores. Existem muitos tipos de lasers, incluindo lasers infravermelhos e vermelhos com comprimentos de onda longos e lasers verdes e azuis com comprimentos de onda mais curtos. Essas propriedades podem ser exploradas para ampliar o intervalo de tamanho das partículas a serem medidas com precisão aprimorada. Como resultado, as propriedades direcional, monocrômica e de interferência desses lasers não eram ideais. Com o rápido avanço da ciência e da tecnologia, o desempenho dos lasers semicondutores alcançou um nível muito alto, com uma melhora significativa na qualidade do feixe de laser. Portanto, os lasers semicondutores são usados como fonte de laser na maioria das marcas de instrumentos de medidas de tamanho de partículas a laser em todo o mundo.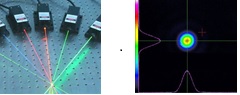
34. Quais as vantagens e desvantagens do laser de He-Ne ?
O laser He-Ne é o primeiro laser inventado com a tecnologia mais madura e tem sido um dos lasers mais utilizados. Devido a diferentes níveis de energia em átomos gasosos, quando excitado por elétrons externos, o nível de energia salta e produz laser como resultado de radiação estimulada. O laser gerado pelo laser He-Ne é monocromático, com a flutuação do comprimento de onda apenas dentro de alguns nanômetros. Exibe um enorme comprimento coerente e não é afetado pela flutuação de temperatura. Juntamente com a função da cavidade ressonante, este laser apresenta boa propriedade de colimação com ângulos de dispersão apenas alguns miliradianos. Quando lasers monocromáticos, coerentes e de colimação são necessários, particularmente para medições precisas , o laser He-Ne tem sido amplamente utilizado. As principais desvantagens do laser He-Ne incluem alta voltagem (alguns milhares de tensões) de corrente contínua necessária, fonte de energia elétrica problemática e somente laser vermelho disponível e nenhum laser de outros comprimentos de onda, limitando assim as aplicações.
35. Qual o efeito da concentração da amostra no dimensionamento de partículas ?
Em geral, o dimensionamento de partículas é obtido pelo reconhecimento do sistema e pela recepção de sinais luminosos. A intensidade dos sinais luminosos é determinada pelo número de partículas em suspensão. Por exemplo, para o método do laser, quanto maior a concentração de partículas em uma suspensão, quanto mais fortes os sinais de luz são. No entanto, a dispersão múltipla concomitante é reforçada ao mesmo tempo, afetando os resultados da medição. Por outro lado, quando a concentração de partículas é baixa em suspensão, o fenômeno da dispersão múltipla é enfraquecido,mas também resultando em menor relação sinal-ruído e má representação de toda a amostra. Isso também afeta os resultados da medição. A situação é semelhante para outros métodos de dimensionamento de partículas. Portanto, concentrações de partículas adequadas são muito importantes para o dimensionamento de partículas.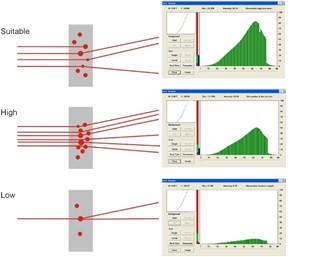
36. Qual a função de alinhamento automático no dimensionamento de partículas a laser?
Há uma distância curta (cerca de 100 μm) do detector de pequeno ângulo até o centro do detector. O desvio ou distorção do sistema óptico, causado por vibração mecânica, expansão / contração por calor / baixa temperatura e superfície de mesa não plana, pode mover prontamente o feixe de laser do centro do detector para o pequeno detector de ângulo. Isso resulta em saturação e, portanto, invalidação do detector. Isso leva ainda à incapacidade de detectar sinais de luz dispersos de partículas grandes, dando origem a resultados incorretos. O mecanismo de alinhamento automático no instrumento de dimensionamento de partículas pode garantir a sobreposição do centro do detector e do ponto focal da lente, permitindo a detecção das luzes dispersas de todos os ângulos. Isso garante resultados de medição precisos e confiáveis e a resolução e precisão do analisador de tamanho de partículas a laser. Quando o sistema óptico é desviado ou distorcido, o mecanismo de alinhamento será iniciado automaticamente pelo sistema. Isso garante a sobreposição do centro do detector e do ponto focal da lente, mantendo o analisador de laser sob a condição ideal e garantindo a precisão e a confiabilidade dos resultados de medição.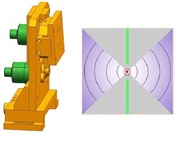
37. Qual é a função do SOP no dimensionamento de partículas?
SOP é a abreviação de Standard Operation Program. Agora está disponível em instrumentos inteligentes de dimensionamento de partículas a laser, facilita a automação e a padronização da operação e é usado na operação com um clique. O SOP reduz a intensidade do trabalho e, mais importante, padroniza as condições do teste, minimiza os erros causados por diferentes operadores e melhora a reprodutibilidade dos resultados do teste. Antes de aplicar o SOP, os procedimentos de operação padrão devem ser configurados, incluindo os tempos de limpeza do ciclo, tempo de dispersão por ultrasson, faixa de sombreamento da amostra, velocidade de circulação, armazenamento de dados, impressão de resultados e alinhamento óptico automático, etc.
38. Qual é o limite inferior de medição no dimensionamento de partículas?
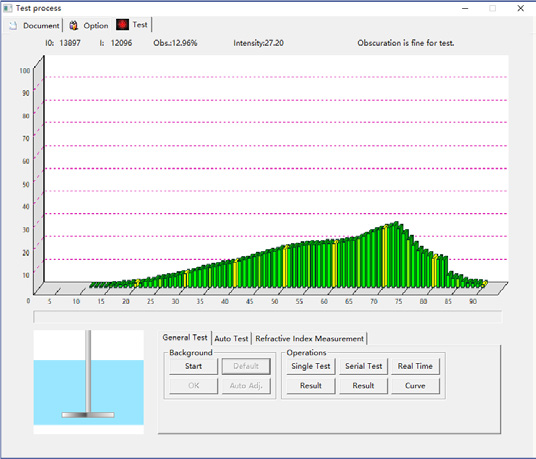
O dimensionamento de partículas a laser é baseado na teoria de espalhamento de Mie. A teoria de Mie descreve matematicamente a distribuição espacial da intensidade da luz dispersa como uma função dos ângulos de dispersão 'θ' quando um laser com comprimento de onda 'λ' é espalhado por uma esfera com diâmetro 'd', índice de refração 'n' e absorção 'm'‘m’. Essa função também é chamada de "espectro de dispersão". Com base na teoria de Mie, para partículas grandes, a luz dispersa para frente é forte e a luz dispersa para trás é fraca; para partículas pequenas, a luz dispersa para frente é fraca e a luz dispersa para trás é forte. O gráfico abaixo mostra a dispersão esquemática de partículas grandes, médias e pequenas. O instrumento de dimensionamento de partículas a laser utiliza matrizes fotodetectoras para detectar os espectros de dispersão de diferentes ângulos e determinar o tamanho das partículas. Para certas partículas, esse tipo de espectro de espalhamento mostra as características da distribuição espacial estável. Portanto, o tipo de instrumento de dimensionamento de partículas a laser que utiliza a teoria de Mie também é chamado de instrumento de dimensionamento de partículas a laser estático. De acordo com a teoria de Mie, quando as partículas são pequenas o suficiente (por exemplo, <1/10 do comprimento de onda do laser), a distribuição da intensidade da luz se parece com dois círculos simétricos (Figura (1) d << λ), chama-se Rayleigh espalhamento. O diâmetro máximo de partículas que gera a dispersão Rayleigh é o limite de medição mais baixo no dimensionamento de partículas a laser. O limite inferior do analisador de tamanho de partícula a laser também está relacionado ao comprimento de onda do laser. Quanto maior o comprimento de onda, maior o limite inferior. Com base na pesquisa, para os instrumentos de dimensionamento de partículas a laser que podem medir a luz dispersa para a frente e para trás e reconhecer o espectro de dispersão da diferença, o limite inferior é de 20 nm para o laser vermelho (comprimento de onda 635 nm) e 10 nm para o laser verde (comprimento de onda 532 nm).
39. O que significa 'concentração' de partículas no dimensionamento de partículas?
A concentração 'exibida na medição da distribuição do tamanho de partícula geralmente indica a intensidade dos sinais de luz recebidos, que está relacionada ao número de partículas, geralmente chamadas de' concentração óptica 'em vez de' porcentagem de concentração '. Para o dimensionamento de partículas a laser, quanto mais partículas na suspensão, maior a concentração óptica. No entanto, quando houver muitas partículas na suspensão, a densidade ótica será reduzida se a luz for filtrada em excesso. Para o método de sedimentação, quanto mais partículas na suspensão, menor a concentração óptica. A concentração 'exibida na medição da distribuição do tamanho de partícula geralmente indica a intensidade dos sinais de luz recebidos, que está relacionada ao número de partículas, geralmente chamadas de' concentração óptica 'em vez de' porcentagem de concentração '. Para o dimensionamento de partículas a laser, quanto mais partículas na suspensão, maior a concentração óptica. No entanto, quando houver muitas partículas na suspensão, a densidade ótica será reduzida se a luz for filtrada em excesso. Para o método de sedimentação, quanto mais partículas na suspensão, menor a concentração óptica. A concentração 'exibida na medição da distribuição do tamanho de partícula geralmente indica a intensidade dos sinais de luz recebidos, que está relacionada ao número de partículas, geralmente chamadas de' concentração óptica 'em vez de' porcentagem de concentração '. Para o dimensionamento de partículas a laser, quanto mais partículas na suspensão, maior a concentração óptica. No entanto, quando houver muitas partículas na suspensão, a densidade ótica será reduzida se a luz for filtrada em excesso. Para o método de sedimentação, quanto mais partículas na suspensão, menor a concentração óptica.
40. Qual é a melhor faixa de taxa de sombreamento no dimensionamento de partículas a laser?
A taxa de sombreamento refere-se à porcentagem de luz dispersa e absorvida pelas partículas, que é usada para representar a concentração óptica de suspensão no dimensionamento de partículas a laser. Razão de sombreamento = (I0 - Ii) / I0 x 100%. 'I0' é a intensidade da luz original; "Ii" é a intensidade da luz no centro do detector. A taxa de sombreamento geralmente está entre 10 ± 5. Na medição real do tamanho de partícula, a melhor taxa de sombreamento é o ponto de equilíbrio entre a dispersão plural e a representatividade. Para esse propósito, a faixa ideal de taxa de sombreamento está relacionada ao tamanho das partículas. Quanto maiores as partículas, maior a taxa de sombreamento. A relação comum entre a taxa de sombreamento e o tamanho das partículas é apresentada abaixo.

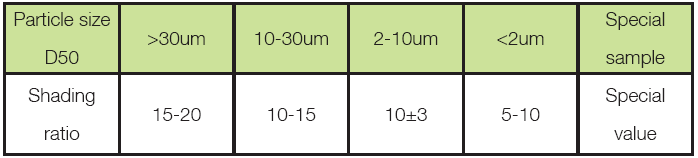
41. Como controlar a taxa de sombreamento?
Existem dois métodos para controlar a taxa de sombreamento. O primeiro método é a amostragem múltipla: adicionando pequenas quantidades de amostras por várias vezes e observando a alteração da taxa de sombreamento. Quando atingir o valor predefinido, pare de adicionar amostras e inicie o procedimento de teste. O segundo método é a amostragem com a quantia fixa. Para amostras de pó do mesmo grau, a quantidade da amostra para atingir a taxa de sombreamento ideal é determinada primeiramente por experimentos. Posteriormente, a mesma quantidade de amostras medidas pela balança pode ser usada para cada medição. Ele pode atingir a faixa ideal necessária de taxa de sombreamento ao mesmo tempo.
42. Qual é o significado do índice de refração e absorção?
Índice de refração é a razão entre a velocidade da luz no vácuo e a velocidade da luz em outros materiais. Quanto maior o índice de refração da amostra, maior a capacidade de refração da luz incidente. Absorção é a razão entre a quantidade de radiação térmica absorvida pela luz em uma partícula e a energia total da radiação térmica projetada na partícula. No software do analisador de tamanho de partículas a laser, o índice de refração é expresso por um número complexo, onde a parte real é o índice de refração real e a parte imaginária é a capacidade de absorção. O índice de refração e a capacidade de absorção de compostos comuns e podem ser encontrados no software Analisadores de Tamanho de Partículas e manuais de pó. Para amostras especiais, o índice de refração pode ser medido diretamente. Além disso, o índice de refração de uma amostra conhecida pode ser usado para substituir o índice de refração de outra amostra se eles tiverem propriedades ópticas semelhantes. Por exemplo, o índice de refração de 'Fe' pode ser usado para substituir o índice de refração de ligas. O índice de refração de amostras desconhecidas também pode ser estimado com base na cor das amostras. Por exemplo, o índice de refração das amostras pretas é 1+, o das amostras cinza escuro é 1-0.1 e o das amostras transparentes para brancas é 0-0,01.
A adequação das partes reais e imaginárias selecionadas no índice de refração também pode ser verificada pela 'precisão de ajuste' nos resultados do teste. Quanto menor a precisão do ajuste, mais preciso é o índice de refração. Em geral, indica que o índice de refração é preciso quando a precisão de ajuste <0,5. Ocorre um grande erro no índice de refração quando a precisão do ajuste é> 1. As partes reais e imaginárias do índice de refração podem ser modificadas de acordo até que a "precisão de ajuste" atenda aos requisitos.
O índice de refração de amostras desconhecidas também pode ser estimado com base na cor das amostras. Por exemplo, o índice de refração das amostras pretas é 1+, o das amostras cinza escuro é 1-0.1 e o das amostras transparentes para brancas é 0-0,01.
A adequação das partes reais e imaginárias selecionadas no índice de refração também pode ser verificada pela 'precisão de ajuste' nos resultados do teste. Quanto menor a precisão do ajuste, mais preciso é o índice de refração. Em geral, indica que o índice de refração é preciso quando a precisão de ajuste <0,5. Ocorre um grande erro no índice de refração quando a precisão do ajuste é> 1. As partes reais e imaginárias do índice de refração podem ser modificadas de acordo até que a "precisão de ajuste" atenda aos requisitos.
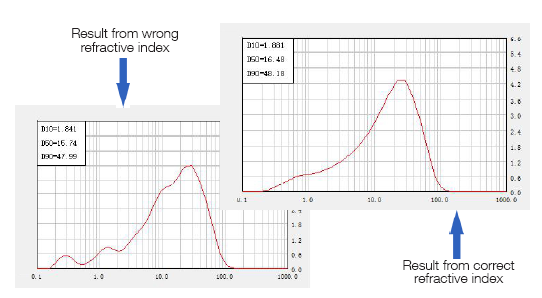
43. Efeito do índice de refração da amostra no dimensionamento das partículas do laser
 Material em pó ultrafino e de tamanho nano são tendências de pesquisa e produção de materiais em pó modernos. Para atender ao requisito de medir essas partículas, a faixa de medição dos analisadores de tamanho de partículas a laser é desenvolvida na direção de ultrafino e nanômetro. Portanto, o limite de medição do analisador de tamanho de partículas a laser de alto desempenho moderno atingiu 20 nm ou até 10 nm.
O índice de refração das amostras (incluindo absortividade) é um parâmetro importante para soluções analíticas precisas da teoria de espalhamento de Mie. O uso de índice de refração incorreto levaria a resultados de medição incorretos. À medida que mais e mais novos materiais, materiais sintéticos e materiais compósitos estão sendo desenvolvidos, é difícil medir o índice de refração desses materiais.
Para resolver esse problema, o Bettersize desenvolveu a tecnologia de medição de índice de refração e foi aplicada na série Bettersizer S3. Antes da medição do tamanho de partícula, o índice de refração e a capacidade de absorção são medidos em primeiro lugar, o que garante a precisão dos resultados de dimensionamento de partículas para novos materiais.
Material em pó ultrafino e de tamanho nano são tendências de pesquisa e produção de materiais em pó modernos. Para atender ao requisito de medir essas partículas, a faixa de medição dos analisadores de tamanho de partículas a laser é desenvolvida na direção de ultrafino e nanômetro. Portanto, o limite de medição do analisador de tamanho de partículas a laser de alto desempenho moderno atingiu 20 nm ou até 10 nm.
O índice de refração das amostras (incluindo absortividade) é um parâmetro importante para soluções analíticas precisas da teoria de espalhamento de Mie. O uso de índice de refração incorreto levaria a resultados de medição incorretos. À medida que mais e mais novos materiais, materiais sintéticos e materiais compósitos estão sendo desenvolvidos, é difícil medir o índice de refração desses materiais.
Para resolver esse problema, o Bettersize desenvolveu a tecnologia de medição de índice de refração e foi aplicada na série Bettersizer S3. Antes da medição do tamanho de partícula, o índice de refração e a capacidade de absorção são medidos em primeiro lugar, o que garante a precisão dos resultados de dimensionamento de partículas para novos materiais.
44. Por que não é possível fixar a porcentagem de concentração da amostra durante o dimensionamento das partículas
? Durante o dimensionamento das partículas, o valor relativo da taxa de sombreamento é usado para representar a concentração da suspensão. A taxa de sombreamento é determinada pelo número de partículas na suspensão: quanto mais partículas na suspensão, mais forte a luz dispersa, maior a taxa de sombreamento; quanto menos partículas na suspensão, mais fraca a luz dispersa e menor a taxa de sombreamento. Para atingir certa taxa de sombreamento, são necessárias mais partículas para partículas grossas, enquanto uma quantidade menor de partículas é necessária para partículas finas. Assim, a concentração percentual é maior para suspensões de partículas grossa e menor para suspensões de partículas mais finas. Além disso, mesmo que o tamanho da partícula seja o mesmo, as concentrações percentuais ainda podem ser diferentes porque suas densidades são diferentes. Portanto, as concentrações percentuais não devem ser fixadas no dimensionamento das partículas do laser. Em vez disso, a taxa de sombreamento, um valor relativo, é usada. A concentração percentual pode ser apenas uma faixa, que geralmente é de 0,01% a 0,1%.
45. Como verificar a resolução de um analisador de tamanho de partícula a laser?
A resolução é definida como a diferença mínima entre duas amostras que podem ser efetivamente distinguidas por um analisador de tamanho de partícula a laser. Tão importante quanto a repetibilidade e a precisão, a resolução é um dos principais índices e é usada para avaliar o desempenho de um analisador de tamanho de partícula a laser. Como não há amostra padrão para avaliar a resolução do analisador de tamanho de partícula a laser, é difícil avaliar quantitativamente a resolução. Os usuários podem avaliar qualitativamente a resolução por um método simples: 1: 1 mistura duas amostras padrão com valores nominais> 5. Se dois picos fossem obtidos, a resolução seria alta e o instrumento qualificado. Além disso, se a linha de base também for separada (a extremidade máxima da amostra A é separada da extremidade mínima da amostra B), a resolução é muito alta e o instrumento é excelente.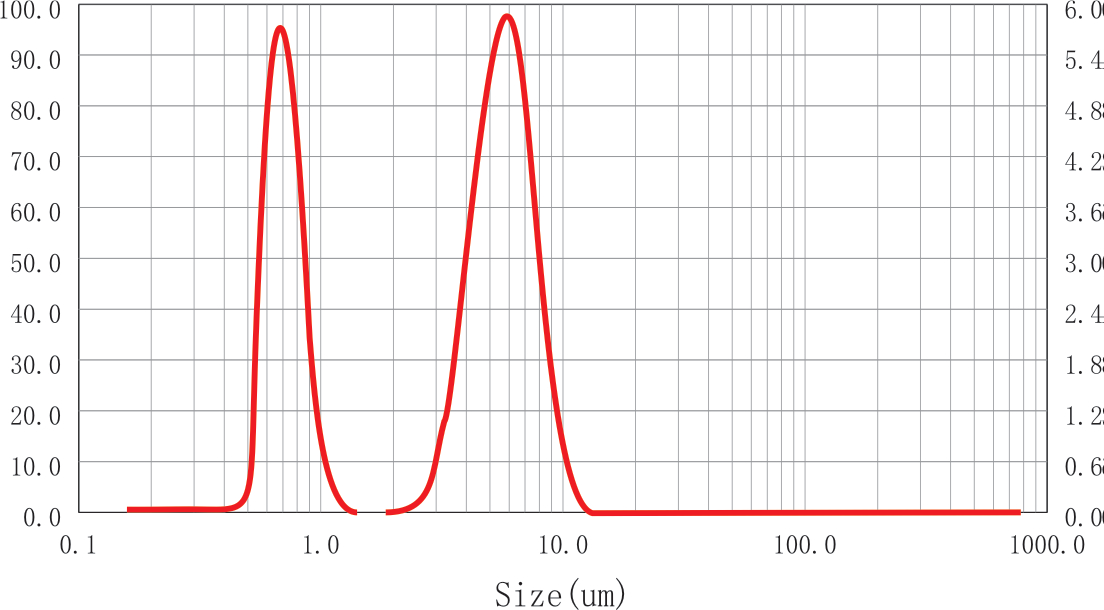
46. Fatores de resolução de um analisador de tamanho de partícula a laser
Existem muitos fatores que afetam a resolução dos analisadores de tamanho de partícula a laser: (1) Quanto mais fotodetectores, maior a resolução; (2) Algoritmo inverso: bom algoritmo inverso leva a alta resolução; (3) Modelos de distribuição: alta resolução do modelo multipico e baixa resolução do modelo monopico; (4) Lente de Fourier: a lente de Fourier com baixo contraste de fase leva a alta resolução, enquanto a lente de Fourier com alto contraste de fase leva a baixa resolução.
47. O que você deve saber ao medir partículas de neodímio-ferro-boro (NIB)?
O pó de NIB possui fortes propriedades magnéticas e é fácil de aglomerar; portanto, não pode ser testado por dispersão úmida. A dispersão a seco pode superar a aglomeração causada pelo magnetismo através da dispersão instantânea do fluxo de ar em alta velocidade, tornando-se um método típico para medir a distribuição de tamanho de partícula do pó de NIB. No entanto, o pó de NIB é pirofórico no ar. Quando exposto ao ar a uma temperatura relativamente alta, pode inflamar-se espontaneamente e destruir o tubo e o filtro coletor de pó. Portanto, o analisador de tamanho de partícula não pode operar normalmente e pode facilmente causar riscos significativos. Algumas precauções podem ser tomadas para solucionar esse problema: (1) Use gás inerte, como nitrogênio, em vez de ar comprimido como fonte de gás; (2) Use tubos de polietileno lisos em vez de tubos de coleta de poeira para evitar a precipitação de partículas de NIB; (3) Colete amostras usando o coletor de vácuo filtrado por água em vez do coletor de sacos de vácuo.
48. Métodos de difração a laser
Um feixe de laser emitido pelo laser se torna um feixe paralelo após a filtragem, expansão e quase valor. Quando nenhuma partícula é iluminada, o feixe paralelo passa pela lente de Fourier e converge no plano focal para formar um pequeno ponto brilhante - ponto focal, como mostrado abaixo: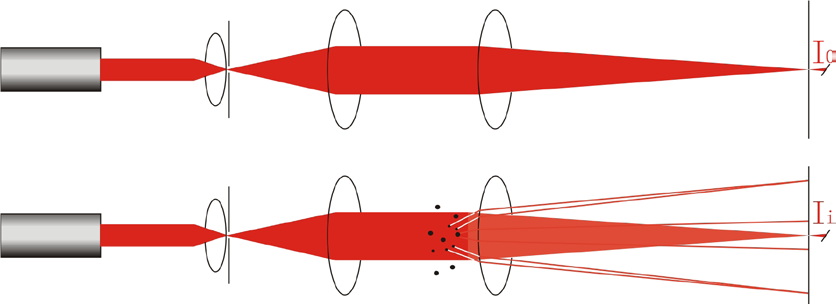 Quando o feixe de laser paralelo encontra partículas, as partículas farão com que o laser se espalhe e parte da luz se espalhe para fora em ângulo com o eixo óptico, conforme mostrado na figura acima.
Foi demonstrado por teoria e experimentos que o ângulo de espalhamento é pequeno para partículas grandes e o ângulo de espalhamento é grande para partículas pequenas. A luz dispersa de diferentes ângulos formará uma série de anéis no plano focal após passar pelas lentes de Fourier. Os pontos de luz alternados brilhantes e escuros compostos por esses anéis são chamados de placas arejadas. As placas arejadas contêm informações ricas sobre o tamanho das partículas. Simplesmente falando, os círculos de luz com raio maior correspondem a partículas menores e os círculos de luz com raio menor correspondem a partículas maiores; a intensidade da luz nas placas Airy indica o número ou o conteúdo das partículas.
Assim, uma série de detectores fotoelétricos pode ser instalada no plano focal, que converte sinais de luz em sinais elétricos e entra em um computador. A distribuição do tamanho das partículas pode ser obtida com base na teoria de espalhamento de Mie e no algoritmo inverso.
Quando o feixe de laser paralelo encontra partículas, as partículas farão com que o laser se espalhe e parte da luz se espalhe para fora em ângulo com o eixo óptico, conforme mostrado na figura acima.
Foi demonstrado por teoria e experimentos que o ângulo de espalhamento é pequeno para partículas grandes e o ângulo de espalhamento é grande para partículas pequenas. A luz dispersa de diferentes ângulos formará uma série de anéis no plano focal após passar pelas lentes de Fourier. Os pontos de luz alternados brilhantes e escuros compostos por esses anéis são chamados de placas arejadas. As placas arejadas contêm informações ricas sobre o tamanho das partículas. Simplesmente falando, os círculos de luz com raio maior correspondem a partículas menores e os círculos de luz com raio menor correspondem a partículas maiores; a intensidade da luz nas placas Airy indica o número ou o conteúdo das partículas.
Assim, uma série de detectores fotoelétricos pode ser instalada no plano focal, que converte sinais de luz em sinais elétricos e entra em um computador. A distribuição do tamanho das partículas pode ser obtida com base na teoria de espalhamento de Mie e no algoritmo inverso.
49. Espalhamento dinâmico da luz
O espalhamento dinâmico de luz (DLS), também conhecido como espectroscopia de correlação de fótons (PCS), é um método de caracterização comumente usado para nanopartículas. O DLS tem as vantagens de precisão, rapidez e boa repetibilidade. Com a atualização do instrumento e o desenvolvimento da tecnologia de processamento de dados, o atual instrumento dinâmico de dispersão de luz não apenas tem a função de medir o tamanho de partícula, mas também a capacidade de medir o potencial Zeta e o peso molecular de grandes moléculas. O princípio do DLS da dispersão dinâmica da luz é que nanopartículas, gotículas de emulsão e moléculas em suspensão também se movem de maneira semelhante sob a colisão do movimento browniano de moléculas líquidas. Quando um laser atinge essas partículas ou moléculas dinâmicas, essas partículas em movimento causam uma flutuação na intensidade da luz dispersa, e a frequência da flutuação depende da velocidade da partícula, que depende do tamanho da partícula (porque a menor o tamanho das partículas, mais rápido ele se move sob o impacto do movimento browniano das partículas).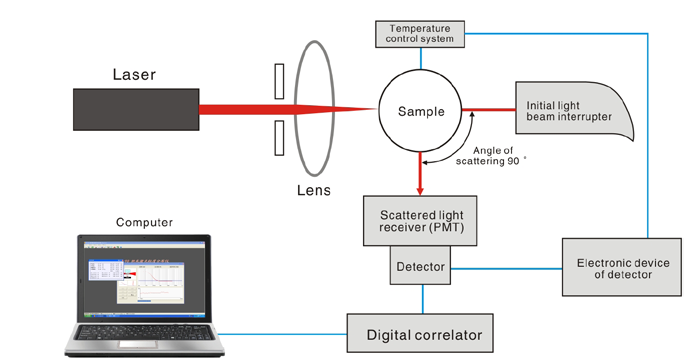 Portanto, a velocidade do movimento browniano das partículas será obtida através da análise da flutuação da intensidade da luz dispersa, e o tamanho das partículas e a distribuição das nanopartículas podem ser obtidos usando a equação de Stokes-Einstein.
Portanto, a velocidade do movimento browniano das partículas será obtida através da análise da flutuação da intensidade da luz dispersa, e o tamanho das partículas e a distribuição das nanopartículas podem ser obtidos usando a equação de Stokes-Einstein.
50. Método de dispersão dinâmica da luz para trás
Na medição tradicional de dimensionamento de partículas por espalhamento dinâmico de luz (DLS), para evitar o fenômeno de multiplescattering, a concentração de amostras precisa ser reduzida o máximo possível. Às vezes, parece até claro e transparente. De fato, a maioria dos produtos coloidais representa mais de 5% da concentração original, a aparência de turvo. Para tais amostras, é necessária uma diluição de alta ampliação antes da medição tradicional do DLS, que não é fácil de operar e pode danificar a estabilidade dos colóides. Portanto, a tecnologia de dispersão de luz dinâmica para trás é usada.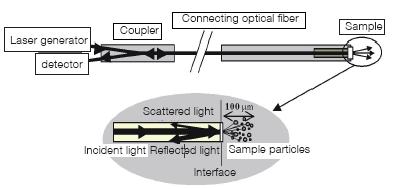 Para reduzir a proporção da luz retroespalhada no sinal, o transmissor e o receptor estão dispostos no mesmo lado da amostra para medir os sinais de luz retroespalhada com a área de dispersão controlada adequadamente. Sendo assim podemos reduzir o impacto da multiplicação e medir amostras concentradas.
A figura acima é um esquema da medição da luz de retroespalhamento. A luz emitida pelo laser passa através de um acoplador óptico 2 + 1 e entra em uma fibra óptica monomodal. A luz da fibra óptica monomodal é espalhada por nanopartículas e a luz dispersada para trás é novamente recebida pela fibra óptica monomodal, sobrepondo-se à superfície final da fibra óptica e retornando.
Os sinais de luz passam pelo acoplador óptico e são recebidos pelo detector óptico. Os sinais detectados são transformados em Fourier em um espectro de potência de sinais dinâmicos de espalhamento de luz. Os espectros de potência em diferentes frequências são processados através da equação de Stokes-Einstein e a distribuição do tamanho das nanopartículas é obtida.
Para reduzir a proporção da luz retroespalhada no sinal, o transmissor e o receptor estão dispostos no mesmo lado da amostra para medir os sinais de luz retroespalhada com a área de dispersão controlada adequadamente. Sendo assim podemos reduzir o impacto da multiplicação e medir amostras concentradas.
A figura acima é um esquema da medição da luz de retroespalhamento. A luz emitida pelo laser passa através de um acoplador óptico 2 + 1 e entra em uma fibra óptica monomodal. A luz da fibra óptica monomodal é espalhada por nanopartículas e a luz dispersada para trás é novamente recebida pela fibra óptica monomodal, sobrepondo-se à superfície final da fibra óptica e retornando.
Os sinais de luz passam pelo acoplador óptico e são recebidos pelo detector óptico. Os sinais detectados são transformados em Fourier em um espectro de potência de sinais dinâmicos de espalhamento de luz. Os espectros de potência em diferentes frequências são processados através da equação de Stokes-Einstein e a distribuição do tamanho das nanopartículas é obtida.
51. O que é potencial Zeta e como medi-lo?
Partículas suspensas em líquido (principalmente água) podem adsorver seletivamente os íons no líquido. Como a afinidade da fase líquida e da fase sólida com os elétrons é geralmente diferente, isso resulta em cargas na superfície da partícula. Os íons com carga oposta (contra-íons) concentram-se na área circundante das partículas carregadas. Alguns dos contra-íons estão firmemente ligados à superfície da partícula, formando uma camada de adsorção fixa ou a camada Stern. A outra parte do contra-íon é distribuída na solução circundante das partículas, correspondendo ao equilíbrio de duas interações concorrentes, isto é, a atração eletrostática e a difusão térmica. Isso, com a partícula, forma a chamada dupla camada elétrica difusa. Se um campo de corrente direta é aplicado à suspensão de partículas, as partículas carregadas se movem em direção ao eletrodo oposto. Isso é conhecido como fenômeno eletroforético. A diferença de potencial entre a superfície das partículas carregadas e a solução é denominada potencial de superfície das partículas. Quando as partículas são submetidas ao movimento eletroforético, elas se movem com a camada de adsorção fixa e algumas moléculas de solvente (que se ligam firmemente à superfície da partícula). Isso leva à formação de uma superfície deslizante. A diferença de potencial entre a superfície deslizante e o líquido volumoso é chamada de potencial Zeta. O potencial zeta é geralmente medido por eletroforese, ou seja, partículas carregadas se movem no campo elétrico. A velocidade de movimento (chamada velocidade da eletroforese) é proporcional ao potencial zeta. Essa relação pode ser usada para calcular o potencial Zeta.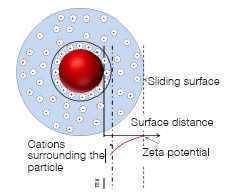
52.O princípio de dimensionamento de partículas por sedimentação - Lei de Stokes
O método de sedimentação reflete a distribuição granulométrica das partículas, medindo a velocidade de sedimentação das partículas no meio líquido. No líquido, a velocidade de sedimentação de partículas grandes é rápida e a velocidade de partículas pequenas é lenta. A relação quantitativa entre velocidade de sedimentação e tamanho de partícula pode ser obtida a partir da seguinte expressão matemática da lei de Stokes: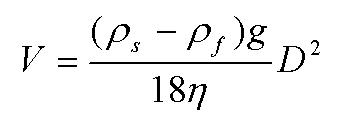 A partir da fórmula acima, a velocidade de sedimentação das partículas é diretamente proporcional ao quadrado do tamanho das partículas. Por exemplo, nas mesmas condições, existem duas partículas com razões de diâmetro 10: 1. A razão da velocidade de sedimentação dessas duas partículas é 100: 1. Medindo a velocidade de sedimentação das partículas, o tamanho das partículas pode ser calculado.
Para acelerar a velocidade de sedimentação de partículas finas, diminuir o tempo de teste e melhorar a precisão do teste, muitos instrumentos de sedimentação introduzem força centrífuga para acelerar o processo de sedimentação. A relação entre o tamanho das partículas e a velocidade de sedimentação em condições centrífugas é a seguinte:
A partir da fórmula acima, a velocidade de sedimentação das partículas é diretamente proporcional ao quadrado do tamanho das partículas. Por exemplo, nas mesmas condições, existem duas partículas com razões de diâmetro 10: 1. A razão da velocidade de sedimentação dessas duas partículas é 100: 1. Medindo a velocidade de sedimentação das partículas, o tamanho das partículas pode ser calculado.
Para acelerar a velocidade de sedimentação de partículas finas, diminuir o tempo de teste e melhorar a precisão do teste, muitos instrumentos de sedimentação introduzem força centrífuga para acelerar o processo de sedimentação. A relação entre o tamanho das partículas e a velocidade de sedimentação em condições centrífugas é a seguinte: 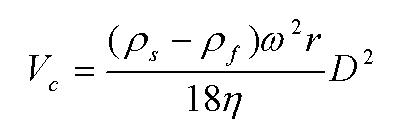 Esta é a lei de Stokes em um estado centrífugo. 'Ω' é a velocidade angular da centrífuga e 'r' é a distância da partícula ao eixo. Como a velocidade centrífuga da centrífuga é alta, 'ω2r' é muito maior que a aceleração gravitacional 'g'; portanto, a velocidade de sedimentação 'Vc' da mesma partícula no estado centrífugo será muito maior que a velocidade de sedimentação 'V 'sob o estado de gravidade, razão pela qual o assentamento da centrífuga pode reduzir o tempo de teste.
Pela lei de Stokes, o tamanho das partículas pode ser obtido medindo a velocidade de sedimentação das partículas. No entanto, na medição real do tamanho de partícula, existem muitas partículas no líquido e o tamanho é diferente; portanto, é difícil medir diretamente a velocidade de sedimentação de cada partícula; portanto, a velocidade de sedimentação é refletida indiretamente pela taxa de alteração de a intensidade da luz da suspensão com o tempo. A lei de Bill descreve a relação quantitativa entre a intensidade da luz e o tamanho das partículas:
Esta é a lei de Stokes em um estado centrífugo. 'Ω' é a velocidade angular da centrífuga e 'r' é a distância da partícula ao eixo. Como a velocidade centrífuga da centrífuga é alta, 'ω2r' é muito maior que a aceleração gravitacional 'g'; portanto, a velocidade de sedimentação 'Vc' da mesma partícula no estado centrífugo será muito maior que a velocidade de sedimentação 'V 'sob o estado de gravidade, razão pela qual o assentamento da centrífuga pode reduzir o tempo de teste.
Pela lei de Stokes, o tamanho das partículas pode ser obtido medindo a velocidade de sedimentação das partículas. No entanto, na medição real do tamanho de partícula, existem muitas partículas no líquido e o tamanho é diferente; portanto, é difícil medir diretamente a velocidade de sedimentação de cada partícula; portanto, a velocidade de sedimentação é refletida indiretamente pela taxa de alteração de a intensidade da luz da suspensão com o tempo. A lei de Bill descreve a relação quantitativa entre a intensidade da luz e o tamanho das partículas:  Através da lei de Bill, podemos obter a distribuição do tamanho de partícula medindo a taxa de variação da intensidade da luz em diferentes momentos.
Através da lei de Bill, podemos obter a distribuição do tamanho de partícula medindo a taxa de variação da intensidade da luz em diferentes momentos.
53. Princípio do dimensionamento das partículas pelo método da resistência
O dimensionamento de partículas pelo método da resistência (método Coulter) é baseado no princípio da resistência do furo, conforme mostrado na figura abaixo: O tubo com um pequeno furo (orifício) é imerso em uma solução eletrolítica. Existem eletrodos dentro e fora do tubo. A corrente elétrica flui do ânodo para o cátodo através do pequeno orifício na parede do tubo. A parte interna do orifício está em um estado de pressão negativa, de modo que o líquido fora do tubo flua para dentro do tubo. Quando as partículas são dispersas no líquido durante a medição, as partículas fluem junto com o líquido. Quando passa pelo pequeno orifício, a área da seção transversal do pequeno orifício se torna menor. Como resultado, a resistência entre os dois eletrodos aumenta e, portanto, o aumento da tensão, resultando em um pulso de tensão. Quando a fonte de alimentação é uma fonte de corrente constante, é demonstrado que o pico do pulso é proporcional ao volume de partículas dentro de um determinado intervalo. Desde que o pico de cada pulso seja medido pelo instrumento, é possível obter o tamanho das partículas e sua distribuição.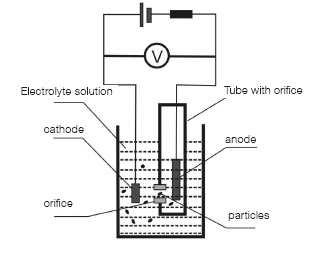
54. O princípio da imagem microscópica para dimensionamento de partículas
Contando o número de partículas e o número de pixels contidos em cada projeção de partículas, a área do círculo equivalente para cada partícula pode ser calculada. Além disso, os parâmetros das partículas, incluindo o diâmetro da área equivalente, a distribuição do tamanho das partículas, a razão do diâmetro longo e do diâmetro curto e a circularidade podem ser obtidos. O sistema de análise de imagem por partículas inclui microscópio óptico, câmera CCD digital, software de processamento e análise de imagem, computador e impressoras. Combina os métodos microscópicos tradicionais e a moderna tecnologia de processamento de imagem. Possui características intuitivas, visuais, precisas, ampla faixa de teste e identificação automática, contagem automática e calibração automática, etc. O método de imagem microscópica pode ser usado para observar a morfologia das partículas e obter a distribuição do tamanho das partículas, proporção média e aspecto distribuição de proporção. Ele fornece uma nova ferramenta de dimensionamento de partículas para pesquisa e produção de materiais em pó.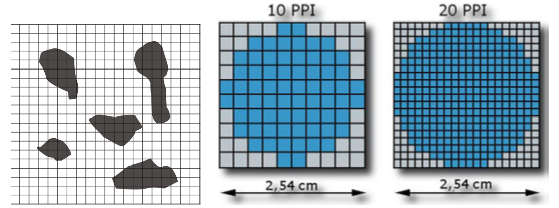
55. O papel do fluxo da bainha no analisador de dimensionamento dinâmico de imagens
A técnica de fluxo da bainha, também conhecida como tecnologia de foco líquido, é usada para restringir as partículas na corrente de amostra de divergir e fluir ao longo de um caminho aproximadamente reto ao envolver uma camada de maior vazão da corrente da bainha ao redor da corrente de amostra. Quando esta linha reta de fluxo de amostra é instalada no plano focal da lente, todas as partículas podem passar através da lente no plano focal e são fotografadas com clareza. Isso garante a precisão da análise do tamanho de partícula. Se este método não for empregado, as partículas divergentes do ponto focal podem levar a tremores na imagem e erros na análise subsequente do tamanho das partículas. Portanto, o uso da técnica de fluxo da bainha pode obter imagens de melhor qualidade e melhorar a precisão do dimensionamento das partículas. O sistema de dimensionamento de partículas de imagem dinâmica Bettersizer W1 utiliza tecnologia de fluxo de revestimento e produz alto desempenho em dimensionamento dinâmico de partículas e análise morfológica.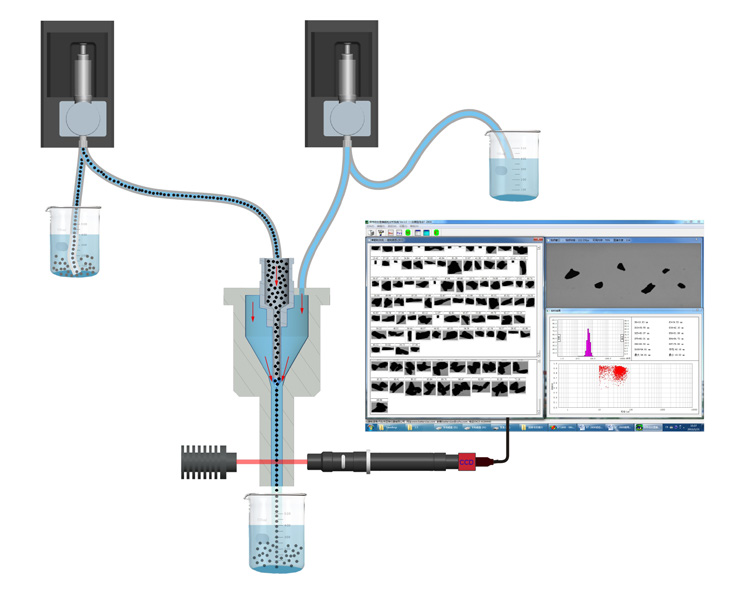
56. Sistema de dimensionamento de partículas com imagem panorâmica
O analisador de tamanho de partícula para imagem panorâmica de varredura consiste em quatro partes: microscópio metalográfico com sistema de estágio automático e foco automático, sistema de controle, CCD de alta resolução e software. Ao contrário do analisador convencional de tamanho de partícula de imagem estática, esse sistema pode obter disparo automático e restauração de imagem. Durante o processamento, o estágio se move automaticamente em pequenas etapas. O microscópio tira uma imagem para cada etapa do movimento. O estágio automático pode digitalizar continuamente linha por linha e, consequentemente, o CCD pode capturar imagens continuamente, até que o intervalo seja totalmente fotografado (geralmente com um diâmetro de 50 mm). Enquanto tira as imagens, a câmera CCD pode emendar e juntar as imagens e gera uma imagem panorâmica cem vezes maior que a imagem original. O sistema de software executa análises granulares e morfológicas de milhares de partículas nessa imagem grande para obter resultados precisos de tamanho e forma das partículas.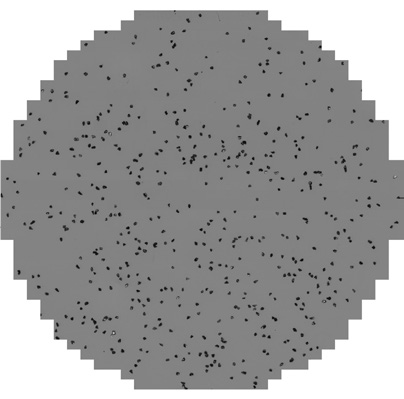

57. O que é adsorção de gás e teoria BET?
O método de adsorção de gás é usado para obter uma área de superfície específica e uma distribuição de tamanho de poro medindo a capacidade de adsorção saturada do gás adsorvido sob uma série de pressão parcial e temperatura constante e produzindo as curvas isotérmicas de adsorção-dessorção. A teoria BET, também chamada adsorção multicamada de materiais porosos, é a base teórica para obter uma área superficial específica e uma distribuição de tamanho de poro. Este método é baseado na equação de Langmuir com modificação. É uma teoria geral usada para calcular a área superficial específica.
58.O que é porosimetria de intrusão de mercúrio?
Esta técnica utiliza as propriedades não umectantes do mercúrio na superfície sólida. O mercúrio é comprimido nos vazios de um material poroso. A distribuição do tamanho dos poros e suas características são obtidas com base na relação inversa entre a pressão total nos vazios e o tamanho dos poros. A porosimetria por intrusão de mercúrio é um método de medir a distribuição dos tamanhos de mesoporos e macroporos. A pressão de mercúrio atualmente usada para esses instrumentos é de cerca de 200MPa e é adequada para medir materiais com tamanhos de poros na faixa de 0,0064-950μm. Essa técnica também é comumente usada para medir a porosidade do concreto e do motar e caracterizar os poros dentro do concreto.
59. Como medir o ângulo de repouso?
Existem dois métodos para medir o ângulo de repouso. O primeiro é o método do ângulo de injeção. Despeje os pós de uma certa altura em uma grande placa horizontal e forme um cone. O ângulo de injeção refere-se ao ângulo da inclinação cônica. O segundo é o método do ângulo de descarga. Despeje os pós em uma pequena placa circular até que os pós sejam empilhados na borda e comecem a transbordar. O ângulo de empilhamento formado pelos pós na placa circular é o ângulo de descarga. Como o método do ângulo de descarga precisa apenas de um pequeno volume de pós e fácil de operar, é comumente usado em medições reais. O diâmetro da placa circular usada pelo método do ângulo de descarga é geralmente de cerca de 80 mm.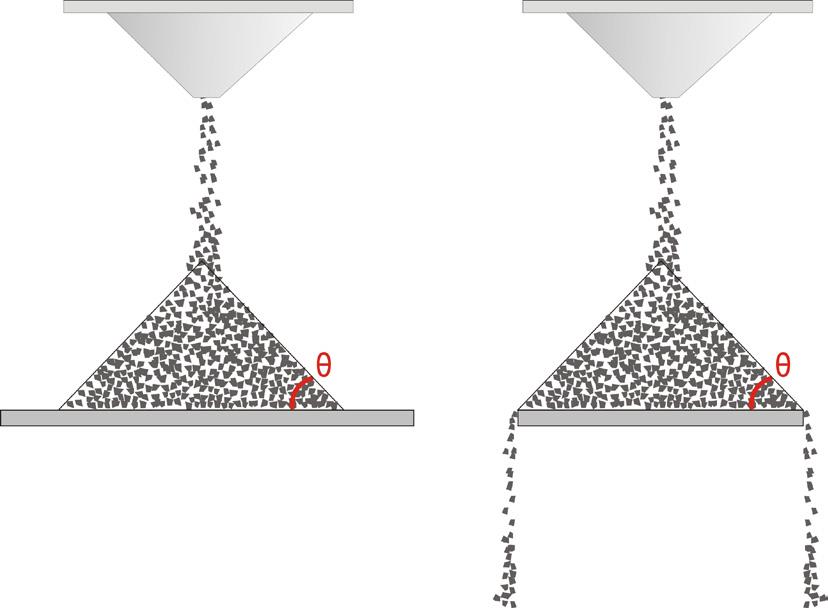
60. Como medir a fluidez de pós metálicos
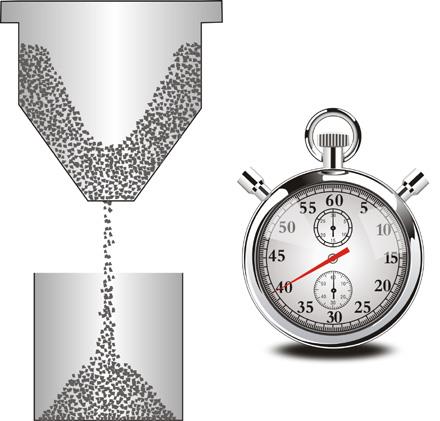
De acordo com GB1482 e ISO4490, a fluidez dos pós metálicos é geralmente medida com um medidor de fluxo Hall. O processo de medição é:- Pesar 50g + 0,1g de amostra;
- tampe o orifício no funil com o dedo;
- Despeje a amostra no funil;
- Remova rapidamente o dedo do pequeno orifício e inicie o cronômetro ao mesmo tempo (precisão 0.2S);
- Aguarde até a amostra de pó acabar e interrompa o tempo imediatamente;
- Avalie a fluidez do pó de metal durante o tempo em que o pó de 50g passa pelo orifício.
61. Como medir o ângulo de atrito interno.
O ângulo interno de atrito indica a capacidade de atrito entre as partículas no pó. Qualquer partícula na amostra de pó é submetida à força pelas partículas circundantes. Quando as partículas se movem ou deslizam, ocorre atrito entre essas partículas. Dois métodos podem medir o ângulo de atrito interno: (1) Teste de fluxo do compartimento: abra um pequeno orifício na parte inferior de um compartimento que contém pós. As partículas no compartimento passam pelo buraco e caem livremente sob a gravidade. O ângulo entre a superfície móvel dos pós e a superfície horizontal é definido como o ângulo de atrito interno. (2) Teste de tensão da haste: Coloque verticalmente uma barra redonda no centro do recipiente. Adicione a amostra de pó ao recipiente até que a superfície do pó esteja nivelada. Puxe a haste e o ângulo entre a superfície deslizante e a superfície horizontal é o Ângulo de atrito interno.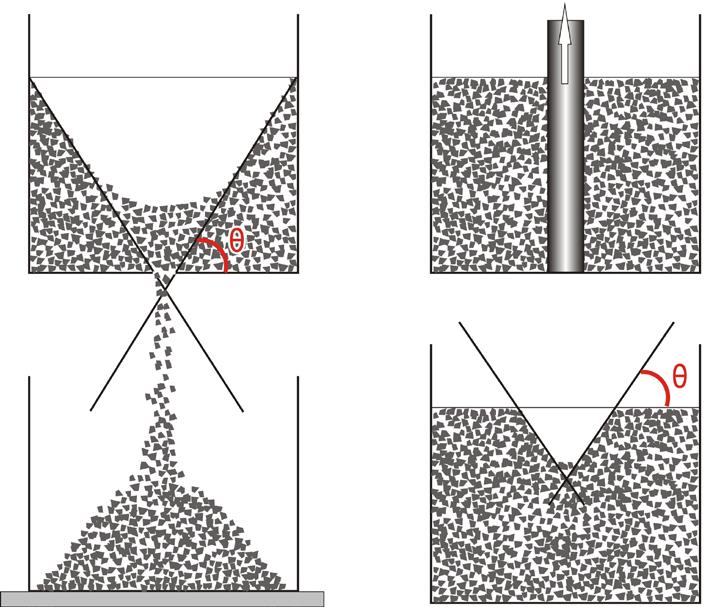
62. O que é a densidade aparente do pó e como medi-los?
Densidade do pó: também conhecida como densidade real, é a massa por unidade de volume de um material no estado absolutamente embalado. Para uma amostra de pó, é impossível remover poros fechados nos parênteses e, portanto, as partículas não podem ser absolutamente densificadas. Portanto, a densidade geralmente mencionada é Densidade aparente. Densidade aparente: É a razão entre a massa das partículas e o volume aparente. O volume aparente inclui o volume das partículas mais o volume dos poros fechados nas partículas. É o volume de água deslocada quando as partículas são imersas na água. A densidade aparente pode ser medida por um picnômetro ou um densitômetro verdadeiro. Quando as partículas não contêm poros fechados, a densidade aparente é a sua verdadeira densidade. A densidade aparente também é chamada de Denisty esquelético.

63. O que são densidade em massa, densidade aparente e densidade por toque? E como medi-la?
A Densidade a granel pode ser dividida especificamente em Densidade aparente (também conhecida como densidade de empilhamento de pacote esparso) e Densidade de derivação (também conhecida como densidade de empilhamento de pacote denso) especificamente. Densidade aparente é a massa de partículas por unidade de volume que são embaladas em um recipiente sem usar nenhuma força. O volume é o volume de partículas + o volume de poros de poros abertos e poros fechados nas partículas + volume intersticial entre as partículas compactadas. Densidade aparente também denominada densidade solta, densidade aparente compactada, densidade aparente solta, densidade volumétrica, densidade volumétrica bruta, etc. Densidade de derivação é a massa de partículas dividida pelo volume do combinador, onde as partículas são preenchidas no recipiente, que é vibrado por certas regras. O volume vibrado é o volume de partículas + o volume de poros de poros abertos e poros fechados nas partículas + o volume de vazios entre as partículas após a vibração.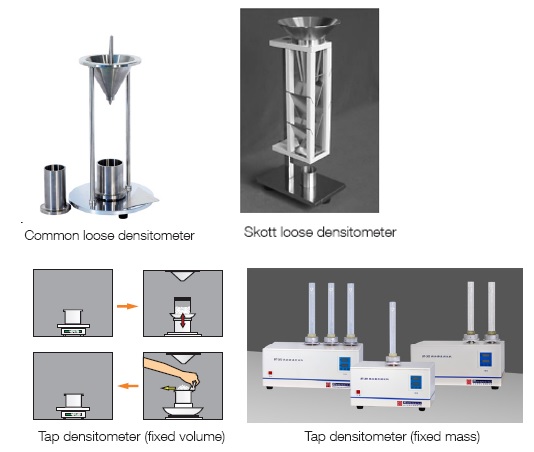
64. Métodos de caracterização da fluidez do pó
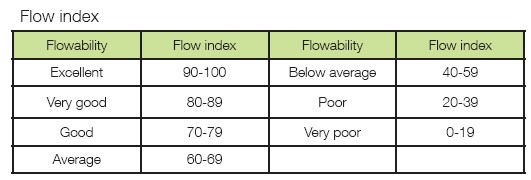
O índice de fluidez é um conjunto de valores numéricos obtidos pela soma ponderada de ângulo de repouso, grau de compressão, ângulo de placa plana, homogeneidade e grau de aglutinação. É usado para avaliar de forma abrangente a fluidez do pó. O Índice de Fluidez é usado principalmente para descrever a fluidez do pó sob gravidade, na faixa de 0 a 100.


65. O índice de fluxo de jato
O índice de fluxo de jato é um conjunto de valores numéricos obtidos pela ponderação do índice de fluidez, ângulo de colapso, ângulo de diferença e grau de dispersão. É usado para avaliar sinteticamente o índice de fluxo de jato do pó. O índice de fluxo de jato descreve principalmente a força do pó para superar a gravidade e as características dos respingos espaciais, e a faixa de índice é de 0 a 100.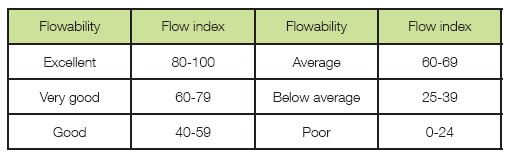
66. E se os resultados do dimensionamento de partículas forem diferentes?
Quando os resultados do dimensionamento de partículas são diferentes, deve ser tratado da seguinte maneira: (1) Se dois instrumentos são diferentes em teoria, produzir resultados diferentes é normal desde que seja possível encontrar um relacionamento entre eles. (2) Se dois instrumentos usarem a mesma teoria ou da mesma marca, as condições de teste, incluindo meio, dispersante, tempo de dispersão, taxa de sombreamento e métodos de amostragem, devem ser unificadas primeiro. Em segundo lugar, examine o status do instrumento, incluindo o plano de fundo, o alinhamento, o conjunto de amostras, o índice de refração, o modo de análise, as configurações de parâmetros etc. Se os resultados ainda estiverem inconsistentes, entre em contato com os fabricantes. (3) Devem ser utilizadas amostras padrão para verificar o desempenho dos dois instrumentos. (4) Envie a amostra para uma instituição de terceiros qualificada e respeitável para teste. (5) Se os dois resultados não forem muito diferentes e todos forem estáveis, a relação numérica correspondente poderá ser estabelecida.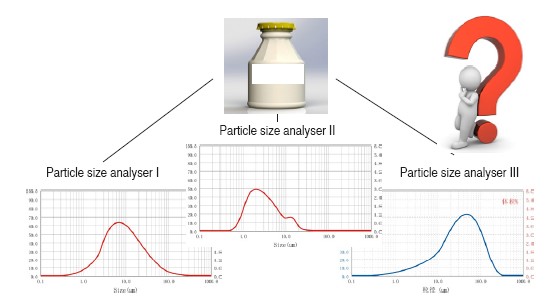
67. Por que analisadores de tamanhos de partículas diferentes produzem resultados diferentes?
No dimensionamento de partículas, geralmente encontramos uma situação: para a mesma amostra, diferentes instrumentos podem produzir resultados diferentes. Alguns fabricantes e usuários de pó tendem a julgar a qualidade dos produtos com base em seus próprios dados, resultando em diferentes relatórios de qualidade. Há vários motivos para esse problema, incluindo principalmente: (1) As teorias usadas por diferentes instrumentos são diferentes. As partículas medidas são principalmente irregulares e não esféricas. Quando diferentes teorias são empregadas, o tamanho de partícula equivalente medido por diferentes instrumentos será diferente. Portanto, os resultados da medição são diferentes. (2) Para instrumentos que usam a mesma teoria, o tamanho de partícula medido pode ser muito diferente se o sistema de calibração for diferente. (3) Pode ser causado pela diferença no status do instrumento, resolução, configurações de parâmetros, etc. (4) As condições de teste como tempo de dispersão, dispersante, taxa de sombreamento e meio são diferentes. Geralmente, para obter os resultados corretos, é necessário o status qualificado do instrumento e condições de teste adequadas.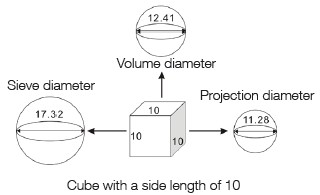
68. Quais parâmetros indicam o desempenho de um analisador de tamanho de partícula?
Quatro parâmetros principais são usados para avaliar o desempenho de um analisador de tamanho de partícula: (1) Sensibilidade: refere-se à alteração nos resultados do teste quando duas amostras com uma diferença de tamanho muito pequena (por exemplo, diferença de 1 µm de D50) são medidas. (2) Resolução: indica o valor mínimo detectado para a amostra medida, quando o erro especificado está em conformidade com as condições normais de distribuição, em um dado coeficiente de confiança (geralmente toma como 99,7%, às vezes 95%). (3) Repetibilidade (também conhecida como precisão): refere-se à consistência do resultado quando uma amostra é medida por várias vezes. (4) Precisão: descreve o quão perto os resultados médios (medidos sob certas condições) estão do valor real. O "valor verdadeiro" refere-se ao valor nominal indicado no certificado do material de referência (padrão). No entanto, quaisquer métodos de dimensionamento, incluindo o método de dimensionamento absoluto, apresentam erros nos resultados da medição. Portanto, esse 'valor verdadeiro' é apenas uma aproximação relativamente confiável do valor real.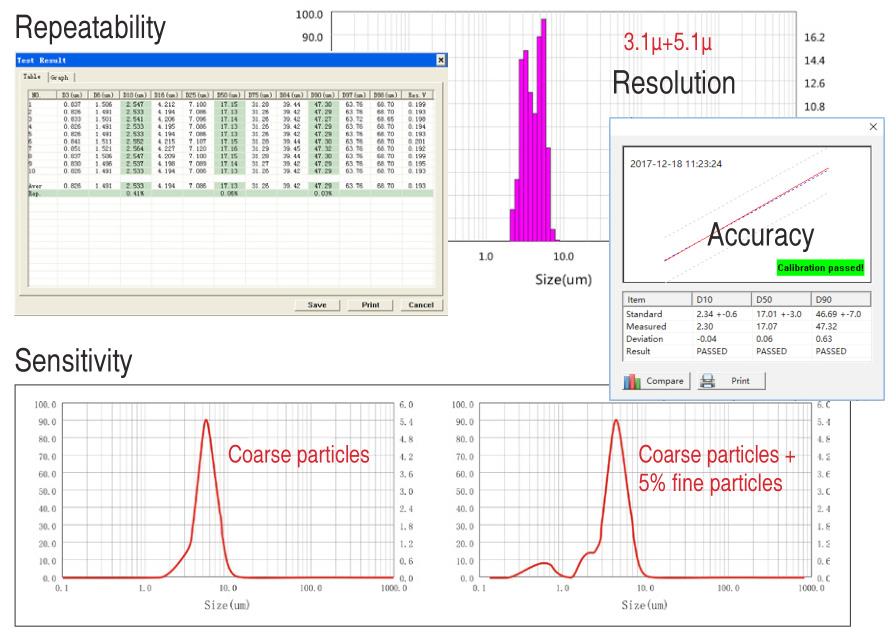
69. O que é material de referência para dimensionamento de partículas?
A calibração de um analisador de tamanho de partícula pode ser realizada usando material de referência certificado (CRM) ou material de referência geral (RM). O CRM foi verificado pelos departamentos qualificado ou regulatório e os dados foram liberados com datas agendadas. Atualmente, o método de medição absoluto na China é o método microscópico. Sua escala é rastreável ao padrão de comprimento. Normalmente, a barra de escala é de 10 μm e a menor escala já atingiu 416nm. Além do valor exato do tamanho, um RM deve possuir as seguintes propriedades:- O que é material de referência para dimensionamento de partículas?

70. Qual é a função de trabalhar com materiais padrão?
Além dos materiais de referência certificados, muitos fabricantes de instrumentos também introduziram os materiais de referência gerais (ou materiais padrão de trabalho), usados para verificar a repetibilidade, a reprodutibilidade e a precisão do instrumento, e para avaliar o valor do sinal no fotodetector, o efeito do dispensador e para os treinamentos de teste. Os materiais padrão de trabalho mostram principalmente uma ampla distribuição de tamanho e estão próximos das amostras reais. Eles devem possuir propriedades que incluem estabilidade física e química, boa dispersibilidade, hidrofílica e baixa hidrosscopia. Além disso, os materiais padrão de trabalho devem ser embalados em garrafas de vidro, selados e armazenados em temperatura ambiente normal.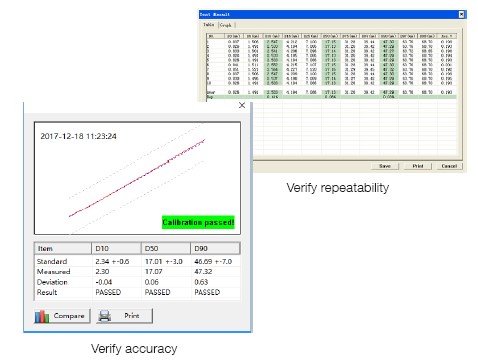
71. A importância da forma das partículas
As propriedades das partículas incluem tamanho, forma, estrutura da superfície e estrutura dos poros. A forma das partículas pode impactar em muitas propriedades de uma amostra de pó, incluindo área de superfície específica, fluidez, propriedade magnética, propriedade de embalagem, propriedade abrasiva e atividade química. Para melhorar as características e o desempenho de alguns produtos, as formas das partículas foram projetadas e produzidas com base em suas aplicações por pesquisas industriais e científicas. A tabela abaixo mostra os efeitos do formato das partículas no desempenho do produto: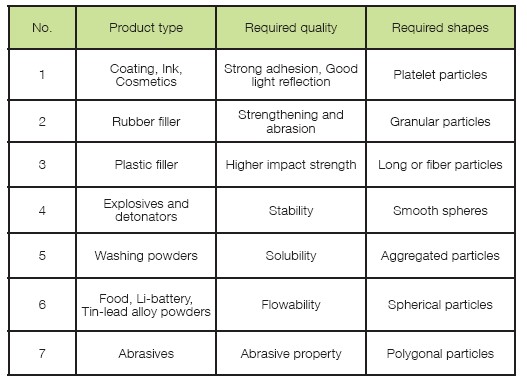
72. Como medir a forma das partículas?
O formato das partículas, também chamado de morfologia das partículas, é atualmente caracterizado por medir e calcular as formas projetadas das partículas, incluindo contorno e rugosidade. Todos os métodos empregam sistemas de imagem microscópica com a função de análise de imagem. No cálculo de formas de partículas, é comum a caracterização de partículas de formas irregulares, com características importantes, incluindo a redondeza das partículas, a proporção de partículas alongadas (ou fibrosas) e a proporção de espessura / diâmetro para flocos ou plaquetas, etc. As imagens são tiradas por microscópio e depois analisadas por software. Os métodos de análise específicos são: (1) Arredondamento: pode ser calculado pela circunferência do círculo igual à área da partícula dividida pela circunferência real da partícula (também pode ser calculado por "o diâmetro equivalente da circunferência é dividido pelo diâmetro equivalente da área") . Mas não importa qual algoritmo seja usado, quanto mais próximo o valor de 1, melhor a redondeza das partículas. (2) Relação de aspecto: a relação entre o comprimento do retângulo circunscrito da partícula e a largura média da partícula. (3) Relação diâmetro-espessura: a relação entre o diâmetro do círculo equivalente à partícula e a espessura das partículas.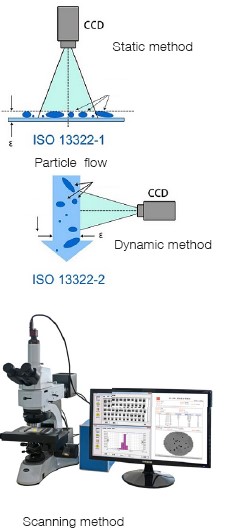
73. Métodos básicos de dispersão de partículas
A aglomeração de partículas refere-se à agregação de múltiplas partículas individuais sob certas condições. As partículas aglomeradas são caracterizadas por baixa força de ligação e instabilidade. As partículas aglomeradas podem ser dispersas sob força externa, mas serão agregadas novamente sob condições adequadas. A agregação é causada principalmente por cargas superficiais nas partículas, umidade e força de van der Waals, etc. Quanto menores as partículas, maior a possibilidade de aglomeração devido à sua maior energia superficial.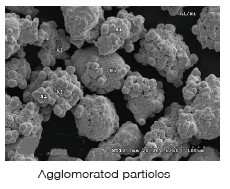

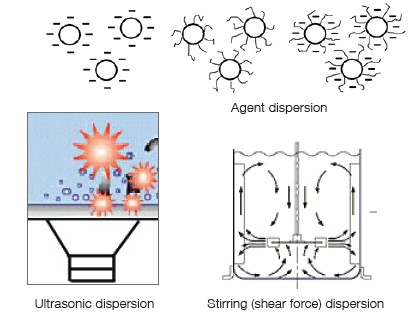
74. Dispersantes comumente usados
Um dispersante é uma substância que reduz significativamente a tensão superficial do meio e, portanto, melhora o estado de umedecimento da superfície ou carga das partículas. O dispersante pode dispersar partículas e impedir que elas se agregue. Os dispersantes comumente usados no dimensionamento de partículas incluem hexametafosfato de sódio e pirofosfato de sódio. Alguns dispersantes específicos podem obter uma melhor dispersão para amostras especiais.
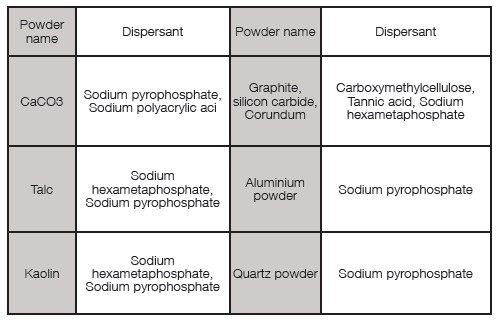
76. Meio comumente usado e os requisitos
O meio líquido comumente usado para o dimensionamento de partículas é a água, etanol anidro e outros solventes orgânicos. Para o dimensionamento de partículas de dispersão seca, o ar comprimido ou o nitrogênio comprimido são comumente usados como meio gasoso. A principal função do meio é homogeneizar as partículas, para que o teste de tamanho de partículas possa ser realizado sem problemas. O meio líquido deve atender aos seguintes requisitos para o dimensionamento de partículas: 1) Alta pureza; (2) Nenhuma reação física ou química com as partículas; (3) boa afinidade com as partículas, isto é, um bom efeito de umedecimento na superfície das partículas; (4) Permitir que as partículas tenham um estado de suspensão adequado; (5) a diferença de temperatura entre o meio e a temperatura ambiente deve ser a menor possível para evitar que a piscina de amostras fique embaçada. Para o dimensionamento de partículas de dispersão a seco, o meio de gás deve ser puro, seco, com pressão ajustável, não tóxico, inodoro e barato.

76. A água usada no dimensionamento de partículas
O meio líquido mais comumente usados no dimensionamento de partículas é a água. Os usuários podem escolher água destilada, água purificada, água deionizada, água da torneira limpa e água de poço. Mas não importa que tipo de água seja usada, a água deve ser pura e sem impurezas. E a temperatura da água deve ser consistente ou próxima da temperatura ambiente, particularmente não abaixo da temperatura do ponto de orvalho. Isso evita a formação de névoa na célula da amostra, o que pode afetar o teste de tamanho de partícula. Quando a água da torneira ou a água do poço é usada diretamente, devido à grande diferença de temperatura entre a água e a temperatura ambiente, o nevoeiro seria facilmente formado. Para evitar a situação acima, a água da torneira ou a água do poço deve ser armazenada em um barril por 24 horas. Isso garante a pureza do meio e sua temperatura é consistente com a temperatura ambiente.77. Requisitos para a amostragem de pó seco
A medição do tamanho de partícula é um processo de caracterização de uma pequena quantidade de amostra para representar todo o lote do produto. Portanto, a amostragem é o primeiro e também o passo mais importante do dimensionamento das partículas. Amostragem significa coletar amostras de uma grande pilha de material para teste. Os requisitos para amostragem são: (1) Amostragem de pós secos da corrente de pó em vez de uma pilha de pós para garantir que a amostragem seja representativa; (2) Se for necessário coletar amostras de uma pilha de pós, amostras multiponto (pelo menos 4 pontos) com diferentes profundidades devem ser coletadas e misturadas. (3) As amostras levadas ao laboratório devem ser misturadas uniformemente e, em seguida, use uma colher pequena para retirar pelo menos quatro pontos e colocar no instrumento para testes dispersivos. (4) Ao coletar amostras de uma suspensão, misture a suspensão uniformemente com uma batedeira, retire a amostra do centro da suspensão e adicione a amostra ao instrumento para dimensionar as partículas. (5) Para amostras especiais com alta densidade, tamanho mais grosso e ampla distribuição de tamanho de partícula, adicione uma quantidade muito pequena de meio para formar uma pasta e retire a amostra da pasta depois de misturada uniformemente.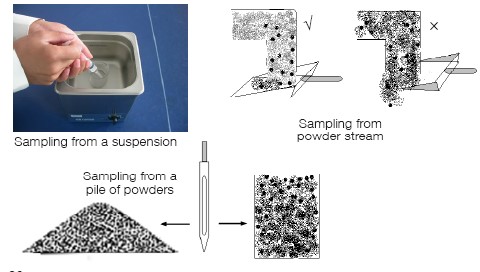
78.Índice de refração de algumas amostras comuns
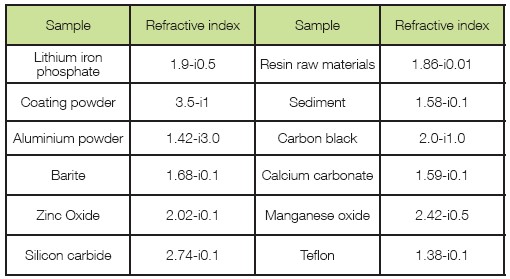
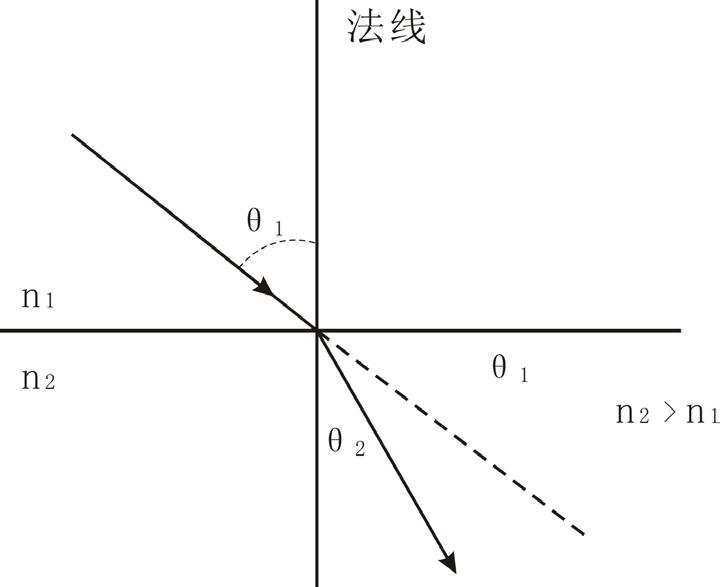
79. Por que um analisador de tamanho de partícula precisa ser aterrado?
Aterramento" fornece potencial zero ao invólucro do instrumento e ao terminal da porta comum. Tem duas funções: (1) Melhorar a estabilidade do instrumento, aumentando a capacidade de anti-interferência; (2) Garante a segurança do operador. Se a fonte de alimentação de um laboratório não possuir um fio terra, deve ser instalado um fio terra temporário que se conecte diretamente à terra / terra e ao invólucro do instrumento ou à linha de energia do instrumento.
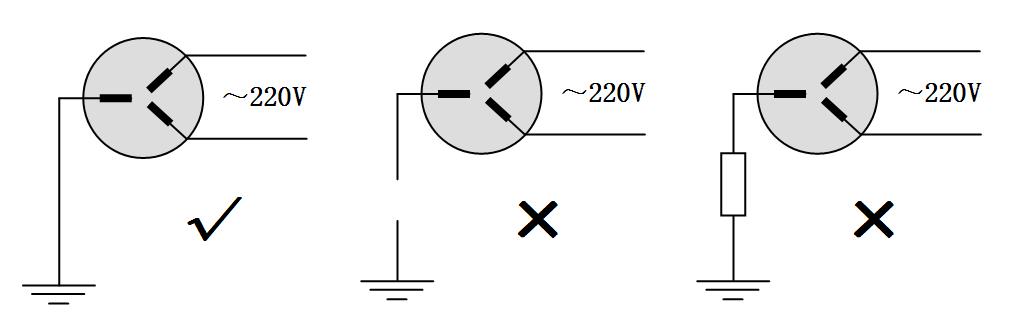
80. Como escolher um analisador de tamanho de partícula a laser?
O analisador de tamanho de partícula a laser é um instrumento profissional de laboratório. Existem muitas marcas no mercado com desempenho variável. As seguintes sugestões podem ser úteis para os usuários escolherem instrumentos: (1) Visite o fabricante: o analisador de tamanho de partícula a laser é um instrumento de precisão. Os clientes em potencial podem visitar o fabricante para investigar o processo de produção do instrumento, processo e método de teste, processo de controle de qualidade, capacidade de serviço pós-venda e desempenho do instrumento. (2) Envio de amostras para fabricantes: se os clientes não puderem visitar o fabricante, eles poderão enviar amostras para vários fabricantes para avaliar a repetibilidade e a precisão de seus instrumentos. (3) Documentos de qualificação: solicite ao fabricante que forneça certificações, certificados de concessão, patentes, direitos autorais de software e outros documentos de suporte.
81. Tecnologia desenvolvida original: DLOS (sistema óptico de lente dupla)
Como fabricante especializado de analisador de tamanho de partículas a laser, a Bettersize fez um bom progresso no desenvolvimento de novas tecnologias e obteve dezenas de patentes ao longo dos anos. O DLOS (sistema óptico de lente dupla) é um exemplo típico das tecnologias avançadas desenvolvidas pela Bettersize. Conforme mostrado no diagrama abaixo, o DLOS coloca a mesma lente de Fourier simetricamente nos dois lados da célula de amostra para convergir a luz dispersa. A lente no lado esquerdo é usada para receber a luz dispersa para a frente; a lente do lado direito tem duas funções: receber a luz traseira dispersa e transformar o raio laser divergente em luz paralela como uma lente de alinhamento. Um conjunto de matrizes de fotodetectores é colocado respectivamente nos planos focais das duas lentes, que recebem a luz dispersa após convergir pelas lentes. O DLOS dobrou a área de detecção de luz dispersa, melhorou a faixa de teste e melhorou a precisão do teste, particularmente para partículas ultrafinas. Comparado com o sistema óptico de feixe múltiplo, o DLOS consumiu menos energia e forneceu maior confiabilidade. O DLOS tem sido utilizado com sucesso e amplamente por todos os modelos da série Bettersizer.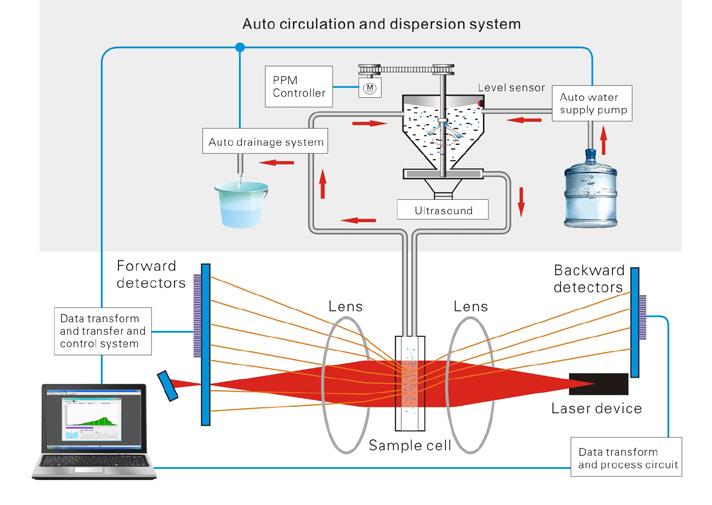
82. As vantagens do analisador de tamanho de partículas a laser 'Bettersizer'
1) Certificação e qualificação: o Bettersizer 'obteve os certificados CE e 21CFR Part11. A empresa passou a certificação do sistema de qualidade ISO9001. (2) Sistema óptico de lente dupla original (DLOS): o DLOS e o sistema de detecção de luz difusa da frente, lateral e traseira garantiram medições em toda a faixa e resultados de testes precisos e confiáveis. (3) Sistema de software poderoso: a série 'Bettersizer' usava função diferencial, compensação de fluxo de luz, inversão livre, multilingue, SOP e calibração de precisão para garantir a precisão e a confiabilidade dos resultados da medição. (4) Alta precisão: a série "Bettersizer" utilizou primeiramente a tecnologia de calibração de amostra padrão, que contribui para a consistência dos resultados do teste na amostra padrão. (5) Boa repetibilidade e reprodutibilidade: lasers semicondutores de alto desempenho, sistema de microcontrolador ARM, conversor AD de 16 bits e sistema de amplificação de sinal multicanal foram utilizados para garantir a estabilidade e a confiabilidade da série 'Bettersizer', com erro de repetibilidade inferior a de 1%. (6) Baixa taxa de falhas: a série "Bettersizer" usa lentes e lasers de alta qualidade. Os fornecedores são inspecionados regularmente para obter certificações. A Bettersize possui cinco portas de controle de qualidade: matérias-primas, produção de componentes, montagem, armazenagem de produtos acabados, embalagem e entrega. (7) Sistema de alinhamento automático que garante que o instrumento esteja sempre nas melhores condições: série 'Bettersizer' equipada com sistema de alinhamento automático com precisão de alinhamento de 1,3μm, o que garante que o instrumento esteja sempre nas melhores condições para obter resultados precisos. (8) Facilidade de uso: com a função SOP, desde que o mouse clique em "teste automático", uma série de operações incluindo enchimento de água, remoção de bolhas, fundo, ajuste da taxa de sombreamento, testes, preservação, impressão e limpeza são automaticamente concluída. Repetibilidade e alta eficiência são garantidas. (9) Formulário completo de saída do relatório: o relatório de teste pode ser facilmente convertido em PDF, Excel, Word, jpg e outros formatos. Também pode ser enviado imediatamente por e-mail ao cliente após o teste.83. Tecnologias utilizadas pelos analisadores de tamanho de partícula 'Bettersizer'
A série 'Bettersizer' empregou novas tecnologias, incluindo DLOS (sistema óptico de lente dupla), sistema de alinhamento automático, SOP, conversão de resultados, calibração de resultados, amostragem e dispersão a seco, alimentação automática de água e IoT. (1) Tecnologia ultrassônica anti-queima a seco: O dispersor ultrassônico Bettersize está equipado com um controlador anti-queima a seco. O dispersor ultrassônico não será danificado mesmo se não houver água. (2) Célula de micro-amostra: Com um volume de apenas 15 ml, essa tecnologia é principalmente para amostras vestigiais ou para amostras que usam solventes orgânicos como meio. E pode ser usado com o sistema circulatório alternadamente com uma função de agitação. (3) Monitoramento em tempo real dos resultados: Os resultados do teste em tempo real podem ser exibidos na janela de teste. Dispersão e repetibilidade podem ser observadas em conformidade. (4) Medidor automático de nível de água: a piscina de circulação está equipada com um dispositivo de detecção de nível de água. A alimentação da água para automaticamente quando o nível da água é atingido. (5) Detector de temperatura do ponto de orvalho: instalado com detectores de temperatura interna, umidade interna e temperatura da água, o instrumento pode medir a temperatura do ponto de orvalho e definir as temperaturas médias ideais. Esse recurso é particularmente útil em áreas onde a umidade do ar é alta. (6) Bombas e filtros resistentes à corrosão: os analisadores da Bettersize são equipados com bombas e filtros resistentes à corrosão, o que torna a análise precisa e ecológica quando são utilizados solventes orgânicos. (7) Bomba de circulação centrífuga exclusiva: os analisadores da Bettersize são equipados com bomba de circulação centrífuga com taxas de fluxo ajustáveis e sem peças facilmente vestíveis. A bomba também tem a função de homogeneização. (8) Conjunto de detectores fotoelétricos: arranjados de forma assimétrica, com o espelho refletivo no centro, o conjunto possui boa estabilidade, vários detectores e alta resolução. E com detectores laterais e para trás, ele pode receber os sinais de luz dispersa de ângulos completos.84. As vantagens do analisador de partículas de imagem e laser Bettersize
O sistema de análise a laser e de partículas Bettersizer S3 Plus combinou a dispersão a laser e imagens microscópicas para dimensionamento de partículas e análise morfológica. Em termos de tamanho de partícula, a combinação de dois métodos de teste pode melhorar a precisão da medição, especialmente para partículas ultrafinas e grandes.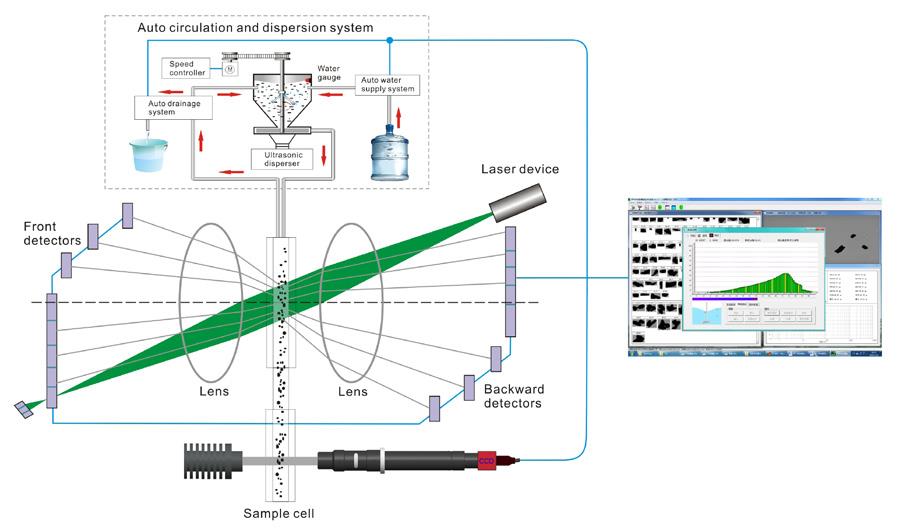

85. As vantagens de adotar dispersão seca e úmida
(1) Velocidade de amostragem rápida: a velocidade de amostragem do analisador de tamanho de partícula a laser atinge 2800 vezes / segundo, que pode coletar rapidamente o sinal espalhado, evitando a perda e sobreposição do sinal, melhorando a precisão do resultado do teste e a resolução do instrumento. (2) Alimentação uniforme e ajuste automático de fluxo: o amostrador seco automático Bettersize adota vibrador eletromagnético, rampa de alimentação de cone, regulador eletrônico, monitor automático de pressão de ar e tubo de venturi. A alimentação é estável e uniforme. O material mínimo é de apenas 0,5 gramas. (3) A dispersão a seco é suficiente e confiável: o dispersor a seco da série Bettersizer combina cisalhamento, colisão entre partículas e colisão entre partículas e paredes. Depois que a amostra passa pelo dispersor sob ar de alta pressão, todos os aglomerados são espalhados. (4) Projeto à prova de poeira: O bico está sempre sob pressão negativa e a amostra pulverizada é coletada diretamente pelo aspirador, que não polui a lente e garante a operação longa e normal do instrumento. (5) Conversão seca e úmida conveniente: Alterne entre dispersão seca e úmida, basta remover e inserir unidades de dispersão diferentes. Além disso, a série Bettersizer também equipou unidades de dispersão de pequeno volume secas e úmidas.
86. O que você pode obter dos relatórios de teste?
(1) Dados completos e detalhados: incluindo dados de distribuição de frequência e histograma, curva e dados de distribuição cumulativa, parâmetros originais, D50, D97 e outros 10 valores típicos, tabela de distribuição simples, etc. O conteúdo está completo e o layout é simples. (2) Várias formas: arranjo de tamanho de partícula em ordem crescente, decrescente, intervalo, forma de coluna única, histograma e curva, coordenadas logarítmicas e coordenadas lineares, etc. A tabela possui o número de partícula de 20, 30, 45, 60, etc. Formatos especiais de relatórios para indústrias como cimento e abrasivos. (3) Editável: os usuários podem editar facilmente o relatório, adicionar informações da empresa, parâmetros de interesse e alterar a fonte e o layout, o formato, o local etc. do relatório. (4) Conversível: o relatório do analisador de tamanho de partícula a laser Bettersize pode ser facilmente convertido em PDF, Excel, word, jpg e outros formatos e colocado na área de transferência para facilitar a colagem, e pode ser consultado, impresso e enviado em qualquer computador.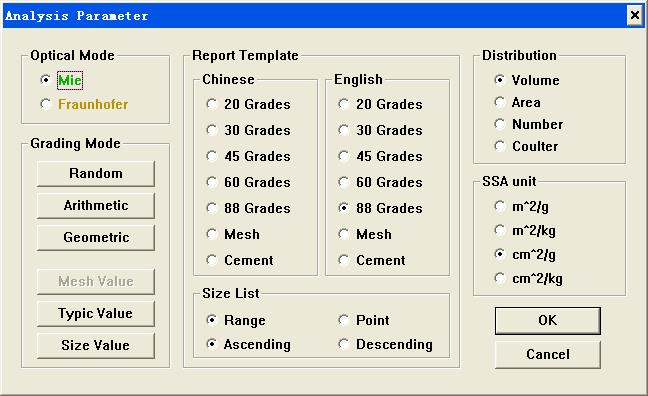
87. Método de calibração e precisão
O analisador de tamanho de partícula a laser Bettersize usa material padrão de tamanho de partícula para calibrar a precisão do equipamento. Existem dois tipos de materiais padrão de tamanho de partícula: (1) Amostra padrão de trabalho fornecida pela Bettersize, que é próxima da amostra real, ampla distribuição e custo-benefício. (2) Amostras padrão de tamanho de partícula internacionalmente padrão, como Duke e Whitehouse. Essas amostras são amplamente distribuídas, mas mais caras. Através da calibração dessas amostras padrão, a precisão do analisador de tamanho de partículas a laser Bettersize é totalmente garantida.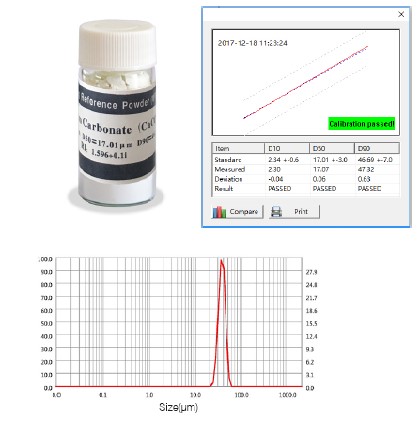
88. Como escolher os modos de análise?
Na versão mais recente do software do analisador de tamanho de partículas a laser Bettersize, três modos de análise são definidos: modos de análise 'Geral', 'Múltiplos picos' e 'Distribuição R-R'. O modo "Geral" é um modo versátil adequado para aproximadamente 80% das amostras, incluindo amostras padrão monodispersas e amostras multimodais. Portanto, o modo "Geral" é o modo de análise preferido. Comparado com o modo geral, o modo "Pico múltiplo" é um modo de resolução mais alta. Geralmente, é selecionado quando os resultados do modo "Geral" não são bons ou quando é determinado que é uma amostra com vários picos. A proporção selecionada para o modo multipico é de cerca de 15%. 'Distribuição R-R' é um modo fixo que é usado apenas para ocasiões especiais e usa menos de 5%.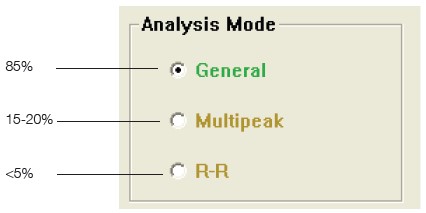
89. Como escolher e medir o índice de refração?
Os índices de refração de diferentes amostras e meios são diferentes, e a teoria de espalhamento de Mie está relacionada ao índice de refração. Portanto, para tornar os resultados do teste precisos, o índice de refração da medição deve estar o mais próximo possível do índice de refração real da amostra. O sistema de software do analisador de tamanho de partículas a laser Bettersize coletou e armazenou o índice de refração de quase 300 substâncias, e a mesma substância pode ser selecionada de acordo com a amostra a ser testada. Se a amostra que você está testando for muito específica e não houver índice de refração para essa amostra, o índice de refração poderá ser testado com um analisador de tamanho de partícula a laser Bettersizer S3 e adicionado ao banco de dados do índice de refração.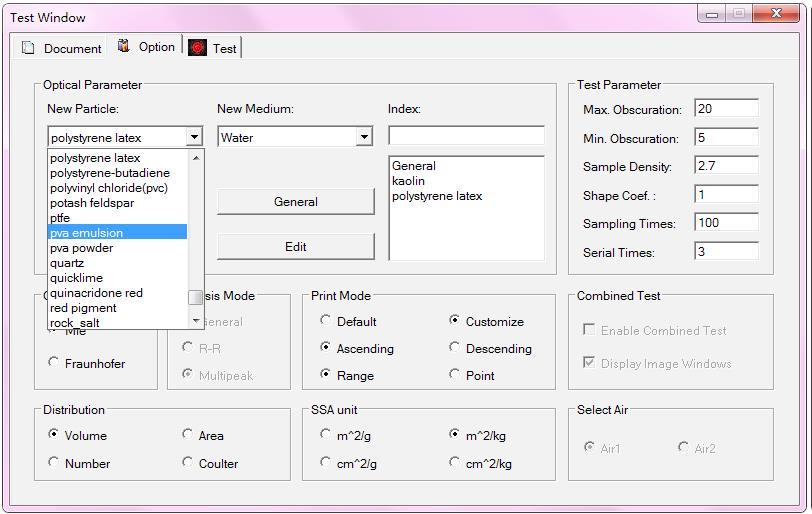
90. Vários idiomas
O software instalado no analisador de tamanho de partículas a laser Bettersize inclui 17 idiomas, incluindo inglês, francês, alemão, russo, japonês, coreano, português, árabe, chinês simplificado, chinês tradicional, etc.
91.Sistema de software altamente integrado
A maioria dos analisadores de tamanho de partículas a laser Bettersize usa um conjunto de software. Quando estiver em operação, selecione a janela "modelo do instrumento" e clique no botão de opção na frente do modelo do instrumento para realizar a conversão entre os modelos. Esse design tem as seguintes vantagens: (1) Facilitar atualizações e manutenção de software; (2) Facilitar o compartilhamento de avanços tecnológicos entre os usuários; (3) Facilidade de uso e treinamento. Um conjunto de cursos de treinamento é disponível para todos os modelos.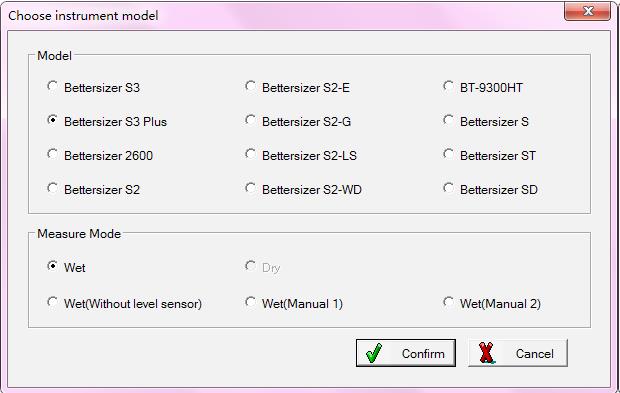
92. Um clique na função "Teste automático"
Vários modelos de analisadores de tamanho de partícula a laser Bettersize têm uma função "Teste automático". Clique no botão 'Teste automático' e o computador controlará automaticamente o instrumento para concluir as etapas de teste, incluindo infusão de água, remoção de espuma, centralização, medição de plano de fundo, solicitação, ajuste de concentração, teste, economia de resultados, impressão e limpeza. Ao selecionar a função "Teste automático", o operador precisa apenas clicar no botão e adicionar a amostra. A adoção dessa nova tecnologia não apenas simplificou a operação, mas também evitou a influência de fatores humanos nos resultados dos testes.
93. Quais são as características especiais do dispersor ultrassônico Bettersize?
A dispersão ultrassônica é um meio eficaz de dispersão comumente usado no dimensionamento de partículas. O dispersor ultrassônico Bettersize adota a tecnologia de rastreamento de excitação e frequência, frequência e potência estáveis, bom efeito de dispersão e propriedade anti-queima a seco. Mesmo se não houver água na piscina de circulação, o dispersor ultrassônico não queima. A taxa de falha ultrassônica é reduzida.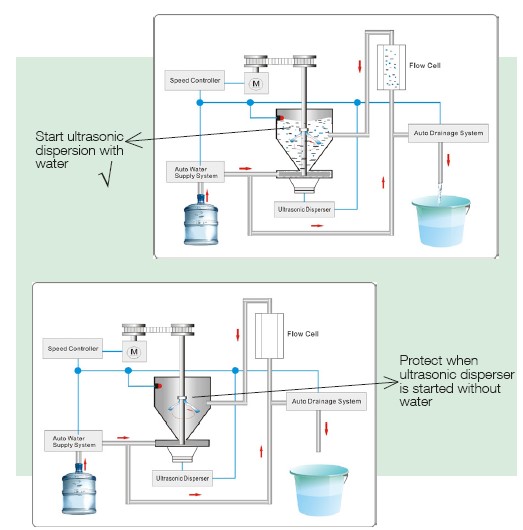
94. A função e as características da unidade de dispersão de pequeno volume
Uma célula de micro-amostra está disponível para os usuários dos analisadores de tamanho de partícula a laser Bettersize. É usado principalmente para testar amostras valiosas (como diamantes) e amostras com solventes orgânicos. A célula é equipada com um mecanismo de mistura elétrico alternativo vertical, impedindo efetivamente a precipitação da amostra, garantindo ao mesmo tempo a suspensão uniforme das partículas no meio. O design modular da célula de micro-amostra facilita a instalação e remoção. Esta célula de micro-amostra resistente à corrosão pode ser usada para a maioria dos solventes orgânicos. A quantidade mínima necessária é de 15 ml. A célula de micro-amostra é facilmente intercambiável com o sistema circulatório.
95. A função do menu 'Segurança' no software
O software analisador de tamanho de partícula a laser da Bettersize passou na certificação 21CFR Part11. O menu "segurança" é o software desenvolvido para atender ao padrão de certificação. Inclui autoridade de gerenciamento definida para diferentes níveis. Cada nível da operação possui um registro eletrônico detalhado e cada alteração de parâmetro ou estado é assinada eletronicamente. Isso garante que os resultados de cada teste sejam objetivos e justos, não sendo artificialmente modificados e, portanto, a autenticidade e confiabilidade dos resultados do teste.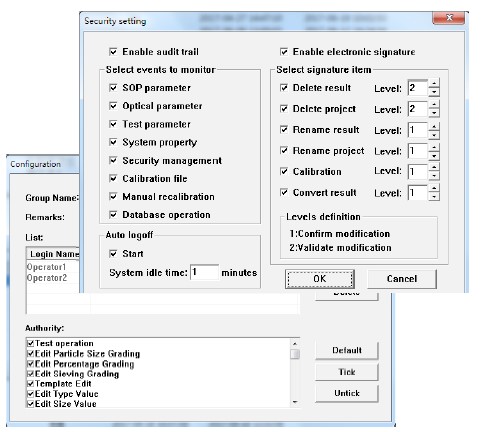
96. Características do sistema de centralização automática
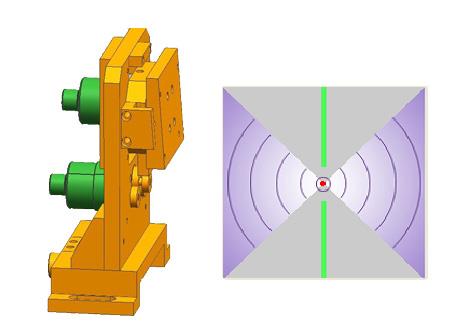 Um sistema de centralização automática é instalado em todos os analisadores de tamanho de partículas a laser Bettersize. A função do sistema de centralização automática é garantir que o ponto central do detector esteja sempre no plano focal da lente Fourier, enquanto garante que o laser concentrado pela lente esteja sempre iluminado nesse ponto central.
Dezenas de fotodetectores do analisador de tamanho de partículas a laser estão dispostos para fora do ponto central. O detector próximo ao ponto central fica a apenas algumas dezenas de micrômetros de distância. Se o foco do laser for ligeiramente deslocado, ele será direto no detector fotoelétrico próximo ao centro, causando saturação do detector e falha na detecção correta.
Com o sistema de centralização automática, o feixe de laser pode ser usado para iluminar o feixe de laser concentrado no ponto central, garantindo assim que o sistema esteja sempre em um estado ideal.
Um sistema de centralização automática é instalado em todos os analisadores de tamanho de partículas a laser Bettersize. A função do sistema de centralização automática é garantir que o ponto central do detector esteja sempre no plano focal da lente Fourier, enquanto garante que o laser concentrado pela lente esteja sempre iluminado nesse ponto central.
Dezenas de fotodetectores do analisador de tamanho de partículas a laser estão dispostos para fora do ponto central. O detector próximo ao ponto central fica a apenas algumas dezenas de micrômetros de distância. Se o foco do laser for ligeiramente deslocado, ele será direto no detector fotoelétrico próximo ao centro, causando saturação do detector e falha na detecção correta.
Com o sistema de centralização automática, o feixe de laser pode ser usado para iluminar o feixe de laser concentrado no ponto central, garantindo assim que o sistema esteja sempre em um estado ideal.
97. Atualização de instrumentos Bettersize
Para produtos antigos, a Bettersize implementou as seguintes medidas para atualizar: (1) Atualização de software: O sistema de software dos analisadores de tamanho de partículas a laser Bettersize é geralmente atualizado a cada dois anos. Se o software usado for uma versão inferior, ele poderá ser atualizado diretamente, e a atualização é gratuita e não limitada por tempo. (2) Atualização geral: Entregue o instrumento de volta ao Bettersize e faça um upgrade completo e reforma na linha de produção, incluindo atualizações de circuitos, software e componentes mecânicos. Após a atualização, o desempenho do instrumento atingirá o padrão conforme o esperado em um novo instrumento. Esta atualização acarretará um custo, incluindo mão de obra, material, remessa, impostos, etc. (3) Serviço antigo para novo: Substitua qualquer novo analisador de tamanho de partícula Bettersize por qualquer modelo adquirido anteriormente. A proporção do desconto é determinada pelas partes com base na idade e na situação do instrumento.

98. Serviços de valor agregado da Bettersize
A prestação de serviços aos usuários é uma parte importante do departamento de vendas e serviços da Bettersize e faz parte de toda a empresa. (1) Serviço de garantia: A Bettersize oferece garantia gratuita por um ano para novos instrumentos. Durante o período de garantia, a Bettersize oferece peças de reposição gratuitas. O serviço no local será cobrado pelo preço de custo. (2) Serviço de longo prazo: Após o período de garantia, a Bettersize ainda oferece consulta gratuita ao Skype aos clientes. Peças de reposição e serviço no local serão cobrados pelo preço de custo. (3) Serviços estendidos: A Bettersize possui gerentes de clientes e engenheiros de consultoria que podem ser contatados a qualquer momento por telefone ou e-mail para fornecer serviços, incluindo negócios, tecnologia, condições de teste, etc. O Bettersize Lab pode fornecer aos usuários testes de amostra para verificação gratuita e de prestação de serviços. (4) Instalação e treinamento: Para usuários que adquirem novos instrumentos, os engenheiros da Bettersize enviarão os instrumentos ao laboratório do usuário e executarão serviços de instalação e treinamento. Para garantir a qualidade da instalação e do treinamento, a Bettersize desenvolveu procedimentos de treinamento detalhados, incluindo cronograma, procedimentos e padrões de treinamento.
99. A principal aplicação dos instrumentos Bettersize
A Bettersize oferece uma ampla gama de modelos que atendem a diferentes requisitos de aplicação das indústrias. A instrumentação cobre uma faixa de medição expandida de partículas, de nanômetro a milímetro (ou micrômetro), e fornece medições confiáveis dia após dia. Os instrumentos encontram aplicações nos seguintes campos:- Bateria e células de combustível
- Desenvolvimento farmacêutico
- Pesticidas
- Tintas, tintas e revestimentos
- Produtos químicos
- Mineração e minerais
- pós metálicos
- Cerâmica
- abrasivo
- Eletrônicos
- cimento
- Plásticos e polímeros
- Ciência do Solo
- Petróleo e petroquímica
- indústria de carvão
- comida e bebida
- cosméticos

100. Certificação internacional de instrumentos Bettersize
Todas as séries de instrumentos Bettersize passaram a certificação internacional de gestão da qualidade ISO9001 e a certificação CE europeia. Os analisadores de tamanho de partícula a laser obtiveram a aprovação do 21 CFR, capítulo I, subcapítulo J, parte 1040.10 e 1040.11. O software está em conformidade com o regulamento US FDA 21 CFR Parte 11, garante a validade e a confiabilidade dos resultados da medição e resolve os desafios associados aos requisitos regulamentares.